






什么样的零件才算得上是精冲件?2023有源医疗器械创新论坛为您解答
2023-11-02
精冲件的加工难度直接影响其制造成本,因此研究精冲件的加工难度并对难加工件采取有效的技术措施,有助于降本增效。精冲零件的工艺性,主要指保证零件的技术和使用要求,并在一定的批生产条件下,在制造上应最简单、最经济。而影响它的主要因素有:
(1) 零件结构的工艺性;
(2) 零件尺寸公差和形位公差;
(3) 材料性能和厚度;
(4) 冲裁面质量;
(5) 模具设计、制造质量及寿命;
(6) 精冲机的选择等。
精冲零件结构的工艺性,是指构成零件几何形状的结构单元,包括:最小圆角半径、孔径、壁厚、环宽、槽宽、冲齿模数等的确定尤为重要。
图1 所示,可供选择精冲零件结构参数的极限值。它们都小于普冲零件。这是由精冲原理决定的。然而,合理的零件结构参数,有利于提高产品质量,降低生产成本。
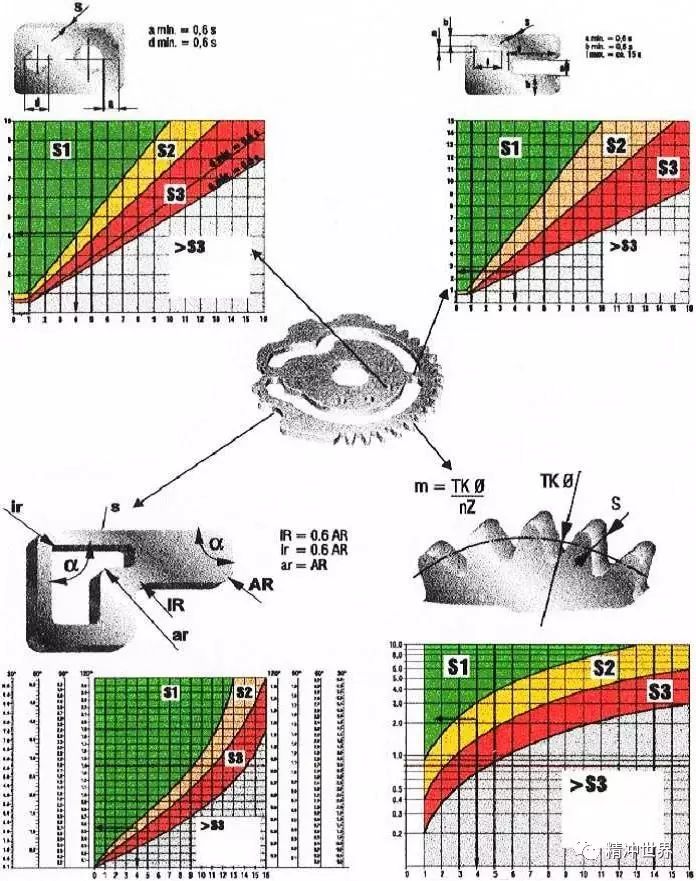
图1 精冲零件几何单元及难度等级
A—孔径;B—槽宽、搭边;C—齿模数;D—圆角半径。
根据零件几何形状及其结构单元,在图1 各图中划分为S1、S2 和S3 三级。
S1—简单的,适于精冲材料抗剪强度Ks=700N/mm2
S2—中等的,适于精冲材料抗剪强度Ks=530N/mm2
S3—复杂的,适于精冲材料抗剪强度Ks=430N/mm2
在S3 以下的范围,不适宜精冲,或者要采用特别措施。使用S3 的范围时,其条件是冲裁元件要用高速钢制造,且精冲材料抗拉强度
δb≤600 N/mm2(抗剪强度Ks≤430N/mm2)。
例:图1 中开关凸轮,材料为Cr15(球化),Ks=420N/mm2,确定其难度等级。
孔 径 d=4.1mm S1
搭 边 b=3.5mm S3
齿模数 m=2.25mm S2
圆角半径 Ra=0.75mm S1/S2
此零件最大难度是搭边b,故总难度为S3,可以精冲。
2023有源医疗器械创新论坛Medtec创新展强势会议“创新材料论坛”,将结合生物活性材料、血管介入材料及先进材料与技术在医疗器械中的应用,为器械生产商和供应商提供交流平台。特别邀请到瀚纳瑞化工(上海)有限公司亚洲医疗市场拓展高级经理、上海理工大学副教授等高校、企业的嘉宾讲解议题:医用可降解镁金属的创新与产业化、新一代医疗植入用材料PEKK及其应用案例、创新工程塑料案例分享等等。现在点击预登记,报名加入2023有源医疗器械创新论坛Medtec创新展!
精冲零件的技术要求
尺寸公差
精冲零件的尺寸公差,取决于:零件形状、模具制造质量、材料厚度及性能、润滑剂和压力机调整等因素。可由表1 中选取。
平面度公差
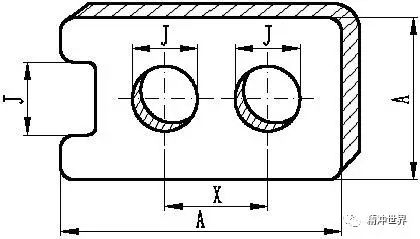
精冲零件的平面度是指零件平面的挠度(见图2),其值为:f=h-s
图2 零件平面图
由于精冲材料是在压紧状态下进行的,故精冲件具有较好的平面度。而这种平面度随零件尺寸、形状、材料厚度及机械性能等不同而有所差别。
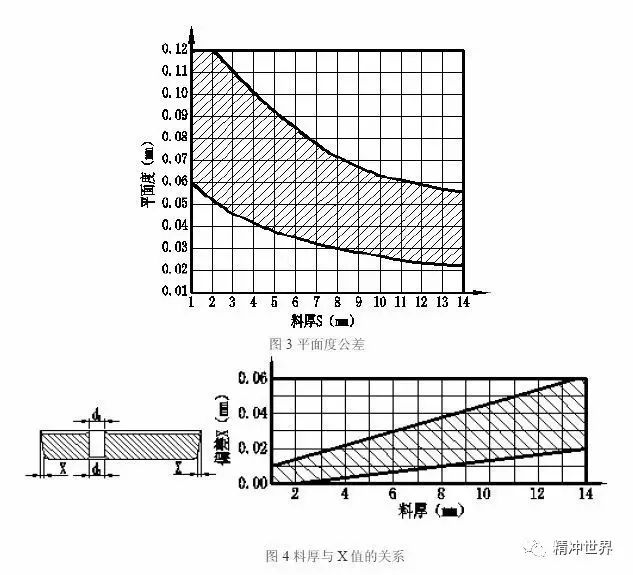
一般来说,厚料比薄料零件平直;低强度材料比高强度材料平直;压边力大比压边力小的平直。在凸模侧的材料表面总是中凹的,凹模侧总是中凸的。但如果零件还需要压印、压痕、切口、弯形等工序或用连续模冲裁,由于在零件上产生局部的变形或冲裁方向不同,致使平面度有较大的波动范围。但无论如何,精冲件总是要比普通冲压件的平面度好的多。图3 是在100mm距离上测定的一般直线度。
垂直度公差
精冲零件的冲裁面与基面成一定的角度公差(倒锥),谓之不垂直度。它与料厚及其性能、冲裁刃口状态、模具刚度、压力机的调整等有
关。一般料厚为1mm时,不垂直度为0.0026mm,若料厚为10mm,则毛刺侧比塌角大0.052mm。图4 为料厚与不垂直度的关系。
冲裁面质量
2023有源医疗器械创新论坛Medtec创新展为您介绍,冲裁面是精冲零件质量高低的主要标志。它与材料种类、性能、金相组织、模具质量和刃口状况、润滑剂及压力机调整等因素有关。冲裁面的结构组成包括:光洁面、撕裂面、塌角面和毛刺面。冲裁面状况的表示方法和意义如图5 所示,其质量特征表现为三个方面。
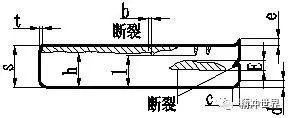
图5 冲裁面的表示方法
图中:S—材料厚度;h—断裂时,最小光洁面部分占材料厚度S 的百分比(%);l—鱼鳞状断裂时,最小光洁面部分占材料厚度S 的百分比(%);b—最大允许的鱼鳞状断裂宽度,b 的总和不大于相关轮廓的10%;t—允许的断裂深度为1.5%S;e—毛刺高度(mm);c—塌角宽度为30%S(最大);d—塌角深度为20%S(最大)(齿形件时为30%S);E—撕裂带的最大宽度。
(1) 冲裁面粗糙度 冲裁面的光洁程度,在冲裁方向和沿周边便于不同位置是有差别的。即塌角侧优于毛刺侧。冲裁面的粗糙度用算术平均值aR 表示。其值一般Ra=0.2~3.6,共分为六个等级(见表2),测量方向——垂直于冲裁方向;测量位置——在冲裁面的中部(见图6a)。冲裁面的粗糙度与材料抗拉强度的关系如图6b 所示。
表2 冲裁面粗糙度
|
粗糙度等级 |
1 |
2 |
3 |
4 |
5 |
6 |
|
Ra(µm) |
0.2 |
0.4 |
0.6(0.8) |
2.4 |
3.4 |
3.8(3.6) |
|
代号 |
N4 |
N5 |
N6 |
N7 |
N8 |
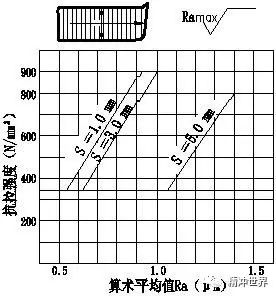
图6 冲裁面粗糙度与抗拉强度的关系
(2)冲裁面完好率 精冲零件冲裁面完好率分为五个等级(见表3)。
| 冲裁面完好率 | |
|
100%S 100%S 90%S 75%S 50%S |
100%S 90%S 75%S — — |
(3)冲裁面撕裂等级 精冲零件冲裁面撕裂等级分为四个级别(见表4)。
表4 冲裁面撕裂等级
|
E(mm) |
级别 |
|
0.3 |
1 |
|
0.6 |
2 |
|
1 |
3 |
|
2 |
4 |
(4)冲裁面质量的表示方法和意义 如图7 所示为冲裁面质量特征的表示方法和意义。
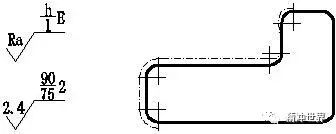
图7 冲裁面长度表示实例
例中,冲裁面粗糙度Ra=2.4μm;完好率h=90%S;l=75%S;撕裂级别为2。
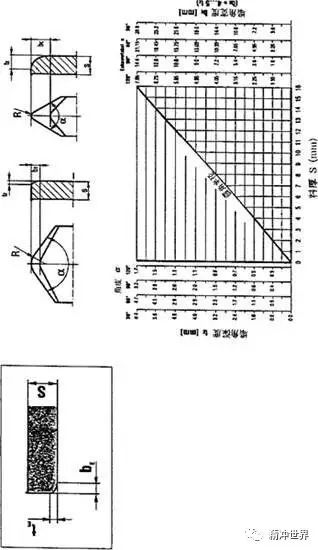
图8 求塌角值tE 和bE
文章来源:模具信息


