






前沿突破!暗场CT可用于临床成像!|技术
2022-03-03
近日,德国慕尼黑工业大学(Technical University of Munich,TUM)的研究人员首次将暗场X射线成像方法应用于临床CT。
与传统X射线成像相比,暗场成像能够提供人体内部超微细结构的信息。研究人员利用原型机生成了三维暗场X射线图像。研究成果在线发表于Proceedings of the National Academy of Sciences杂志(《美国国家科学院院刊》)。
什么是暗场成像?
传统X射线设备,当X射线从发射源传到探测器时,会被中间组织衰减,利用不同组织的不同程度衰减来产生图像。因此,具有较强衰减作用的骨骼和类似结构在X射线成像中呈白色,而更易透过的组织类型(如肺)会产生更暗的图像。
暗场成像则是利用X射线的小角度散射来成像。当X射线与不同密度的物质(比如肺和空气之间的界面)交互时,就会发生散射,可达微米量级甚至纳米量级尺度。通过对这种散射效应的分析,能够得到组织结构非常精细的额外信息,这是传统X射线成像无法做到的。
为什么难以用于临床?
由于暗场X射线独特的光学性质,其所需的光学元件制作非常困难,所以暗场成像也一直难以实现。
近年来,有研究者将基于同步辐射光源的暗场成像技术应用于软骨组织、早期乳腺癌诊断成像,取得了优于传统X射线成像的效果。但由于同步辐射装置体积庞大、造价昂贵、视场小,无法在临床医学和工业检测领域得到广泛应用。
2008年,瑞士的Pfeiffer等人在X光机上使用光栅基于Talbot-Lau干涉法实现了大视场(如64mmX64mm)的X射线暗场成像。光栅成像技术的出现让暗场成像摆脱了对同步辐射光源的束缚和依赖,极大降低了应用门槛。它能够很好地区分塑料和橡胶两种材料,还能观察到鸡翅的骨头和肌肉组织中超微细结构。
但是,在人体CT设备实施暗场成像方法依然面临着各种技术挑战,被限制在比人体体型小得多的范围。除了尺寸之外,CT机架的高速旋转也给技术设计带来了特殊困难,由此导致的振动会影响设备内部的微调组件。
科研突破
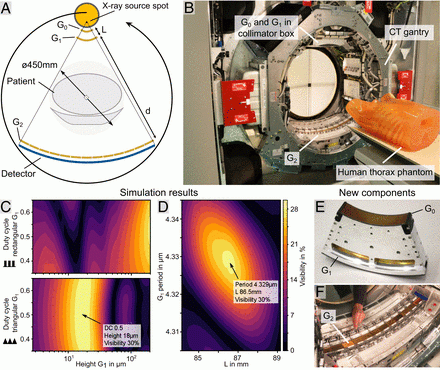
TUM的研究人员开发出一款原型机,将暗场成像与临床CT设备结合起来,一次扫描即可捕获常规和暗场X射线图像,能够用于人体上半身胸部模型,并且尺寸足够大,可以在真实患者身上重复预期应用,不仅能够诊断肺部疾病,还可以区分各种类型的肾结石和组织沉积物。
这款原型机依赖于放置在X射线源和探测器之间的三个光栅。通过分析机架快速旋转所引起的振动,TUM研究团队利用它们实现了光栅之间所需的位移,并开发了基于参照扫描来滤除振动影响的算法。当X射线通过光栅时,在探测器上产生一个特征图案。随后,当人体位于光束路径上时,该特征图案发生变化。正是从这些偏差中,暗场成像能够评估人体的组织结构。它的辐射剂量只有传统CT的1/50。
临床应用
研究发现,暗场CT可以显示早期慢性阻塞性肺疾病引起的肺泡结构变化。
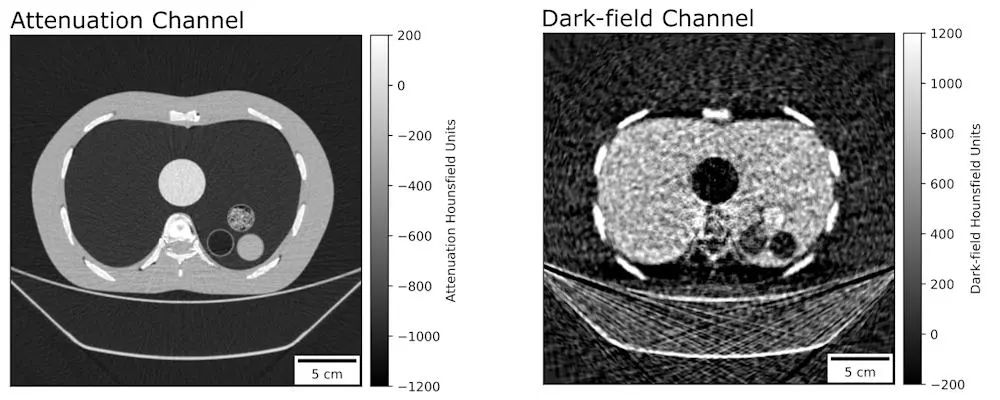
临床胸部模型的暗场CT重建显示,除了常规的衰减对比,暗场对比也被获取,提供了关于组织孔隙度的信息。这里的胸部模型填充了模拟肺组织的泡沫插入物,以及包含不同材料的管子(从左到右:POM、空气、糖粉、水)。虽然目标结构非常小,并且常规CT衰减很低,但是它们在暗场图像中依然很容易被看到。
行业现状
十几年来,暗场X射线成像是一个较为活跃的研究领域,我国学者也取得了相关研究进展。早在2009年,清华大学和同方威视技术股份有限公司的科研人员就申请了“X射线暗场成像系统和方法”的发明专利。

2017年,飞利浦公司在中国申请了“改进的相衬和暗场CT重建算法”发明专利。

德国TUM科研团队的最大成果,是在临床CT设备中实现了暗场成像技术,为暗场CT的临床应用打下基础。该团队表示,一旦暗场CT系统被批准用于临床,肺部成像将最先获益,因为该技术已经在慢性阻塞性肺病、肺气肿、肺气肿、纤维化和肺癌的小动物研究中显示出应用前景。
来源:器械汇


