






国际医疗器械展览会带你解锁3D数字化技术在医疗的应用
2022-04-19
近年来,Medtec国际医疗器械展览会发现在国际市场中积累了多种3D数字化的医疗应用案例,许多3D数字化应用解决方案提供商也积极的更新积木易搭的软、硬件3D数字化技术,涵盖了医学修复、医学诊断、康复辅助器械制造、手术评估等应用方向。国际医疗器械展览会透过这些应用,可以感受到3D数字化技术为精准医疗、定制化医疗器械所带来的积极促进作用。三维扫描仪是数字化制造链条中获取数据的入口,与三维设计、3D打印技术相结合而形成的完整数字化制造流程,已在精准医疗、个性化医疗器械领域得到应用。
数字化技术辅助的精准医疗
三维扫描仪辅助医学修复手术
由先天性疾病、车祸等造成的骨骼缺损、颌面损伤等,往往无法用一般的修复产品进行治疗,而是需要复杂的个性化定制植入物进行修复。积木易搭的3D扫描技术能够为这些特殊医疗需求提供有效解决方案。
3D扫描辅助耳部修复手术

图为某小耳症患者。医疗机构通过三维扫描仪采集患者的正常耳数据,然后通过3D设计软件对称的耳部模型,打印修复材料,从而得到舒适且美观对称的修复耳,减少手术次数,大幅降低患者的痛苦。
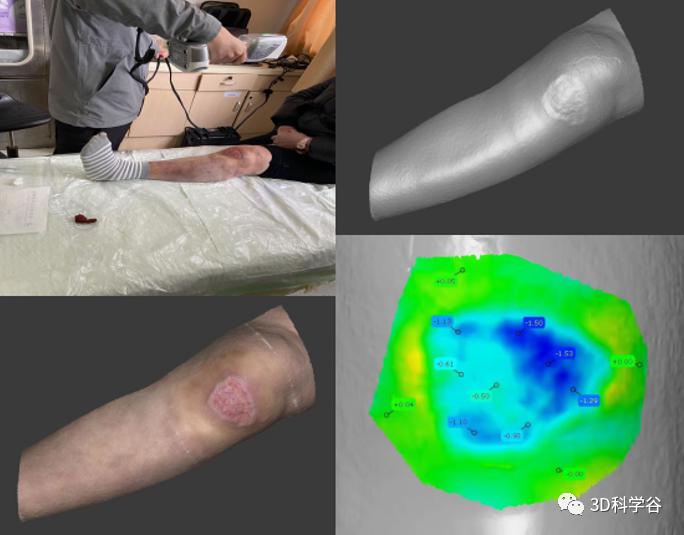
l 先天胸部缺陷修复手术
先天性胸廓畸形等疾病比如漏斗胸,即软骨增生导致肋骨和胸骨相连,造成胸骨凹陷,还有Poland综合征,导致身体一侧的胸部肌肉缺损。使用三维扫描仪扫描植入后的胸腔外形。术前三维扫描和术后三维扫描的细节图经过对齐,并在处理软件中直接进行距离图的绘制,如此便能清晰体现出身体组织投射的位置和方式,3D模型可以让专家清楚知道植入物上方软组织是如何在标准解剖结构的胸腔中移动的。
定制化康复辅具数字化制造
三维扫描与3D打印结合,为矫正鞋垫、仿生手、助听器等康复器械带来的真正价值不仅仅是实现精准的定制化,更主要体现在让精准、高效的数字化制造技术代替手工制作方式,缩短生产周期。
畸形手套定制

一位手部畸形患者患有严重的敏感肌,通过三维扫描这种无接触式的技术,可获取扫描数据,获得患者的手部3D模型,并在此基础上进行设计,最终通过3D打印技术完成定制手套制作。这一数字化应用提升了患者的生活质量。
l 足部矫正手术及损伤修复

▲来自真实用户的网络分享,积木易搭提供
传统足部矫形修复产品的设计,需要先用石膏和纤维玻璃为患者制作模具,反复实验。石膏铸模花费的时间约是三维数字扫描的2-5倍。在成本方面,平均到一套3D模型的数据成本却仅仅是传统铸模材料的1%,并且可以在修复过程中多次对足部进行三维扫描,从而及时调整修复方案,使修复手术可以精确的达到预期效果。
3D扫描用于设计完全贴合的呼吸辅助系统
先天肌肉萎缩症患者,由于长期佩戴呼吸辅助装置,导致脸部变形,无法使用标准呼吸装置。通过三维扫描仪采集患者面部数据,建立符合患者面部特征的呼吸面罩模型,继而打印完全贴合面部器具,即可极大降低了头部绑带的压力,使患者佩戴更加轻松,呼吸更为顺畅。
定制贴合且灵活的机械手臂
先天性手臂残疾患者,需要定制安装智能仿真手臂,使用三维扫描仪获取手臂三维数据,可以拟定合适的手臂安装结构方案,通过3D打印仿真手臂,完美贴合患者的骨骼和皮肤,实现长时间舒适的佩戴体验,仿真手臂控制更持久、灵活。
辅助医学诊断
烧伤精准评估
▲来自真实用户的网络分享,积木易搭提供
通过高精度彩色三维扫描,可以精准的对人体烧伤区域和烧伤等级进行统计、分析,依据详细的分析数据制定合适的治疗方案。
辅助医美微创术前术后评估分析
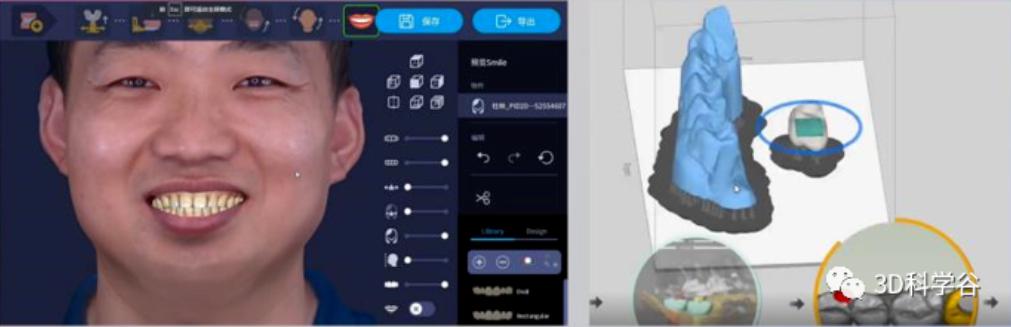
在医美领域,使用积木易搭的三维扫描技术对患者进行人脸扫描实时生成网模型,再通过相关仿真软件可以对轻量化后的模型进行精细化调节等编辑操作。在此基础上进行整形效果预览,以供医生与患者参考,最后使用3D 打印技术将数字化成果直接打印输出,为医疗医美领域的沟通效率及患者体验带来显著提升。
尤其是口腔及颚骨等领域的手术,即便微不足道的计算失误都会造成巨大的危害。所以,术前和术后利用三维扫描仪采取精准的面部三维数据进行软组织评估,可以直接影响到整体效果。
匹配医学3D数字化应用需求
根据积木易搭的观察,随着三维扫描仪商用化的技术革新,私营医疗机构的发展,规模各异的医疗医美机构如雨后春笋般涌现,市场上对于三维扫描仪的需求也随之增长。
然而,Medtec国际医疗器械展览会注意到国产三维扫描仪在国内医疗市场的应用还存在两大难点。一是国内三维技术起步较晚,医疗三维扫描仪器多依赖于进口,对国产仪器质量普遍存疑;二是现如今国内三维扫描仪的主流应用市场仍集中在工业领域,精度高但操作复杂价格昂贵的工业级三维扫描仪,难以匹配医学应用的需求。
积木易搭面向国内用户推出了一款具有“测量级精度,消费级价格”的消费级三维扫描仪Magic Swift,旨在更好的匹配医用、商用企业对于3D数字化技术的需求。
积木易搭分享了Magic Swift 扫描仪在医学应用中的几点优势:
1、高性价比。三维扫描仪在医疗的应用上通常与3D打印技术结合,对精度要求较高。Magic Swift 采用积木易搭自主研发的大幅面编码结构光技术,即使是在扫描幅面大、操作速度较快时,精度仍可保持在0.1mm。Magic Swift在保持高精度的同时,却将价格降低到普通企业可接受的范围,其价格是市面同等性能三维扫描仪的1/10。
2、对人体无害。在医疗领域的应用中,对人体无害是对三维扫描仪器的第一考量要素,Magic Swift采用LED白光技术,对人体及人眼无害,让患者安心。
3、无需贴点,“傻瓜式”操作,具有高保真、高还原优势。采集三维数据时,常规操作需要在被扫描物体上贴标志点,操作繁杂、耗时过长,还容易损伤物体表面。
随着医疗服务模式不断地智能化、高效化、专业化,Medtec国际医疗器械展览会逐渐意识到精准数字化将是未来的医疗器械行业的发展方向,不仅仅将进一步推动3D数字化技术在医疗领域多个细分应用场景的渗透,也会推动数字化赋能精准医疗,不断助力中国医疗器械创新和行业快速发展。
来源:3D科学谷


