






上海医疗器械展会|深度剖析医疗介入导管编织技术:从基础到前沿
2025-06-12
在医疗介入领域,导管作为关键器械,其性能的优劣直接关乎治疗的成败。而编织技术作为塑造导管卓越性能的核心工艺,蕴含着诸多精妙之处。今天,就让上海医疗器械展会全方位、深层次地探究医疗介入导管编织技术。
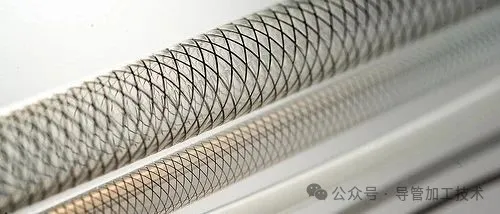
图片来源:导管加工技术
一、编织材料与尺寸选择:精准适配治疗需求
(一)材料特性与选择依据
医疗介入导管编织常用不锈钢 304V 材料。这种材料具有良好的生物相容性,能减少在人体内部引发不良反应的风险 。同时,其具备一定的强度和耐腐蚀性,可确保导管在复杂的生理环境中稳定工作,维持结构完整性 。从微观层面来看,不锈钢 304V 的晶体结构使其在受力时能展现出合适的弹性和塑性变形特性,满足导管在体内操作时的力学要求 。
(二)编织线尺寸确定
编织线尺寸的选择需综合考量多方面因素。导管外径(OD)是重要参考指标之一,具体如下表所示:
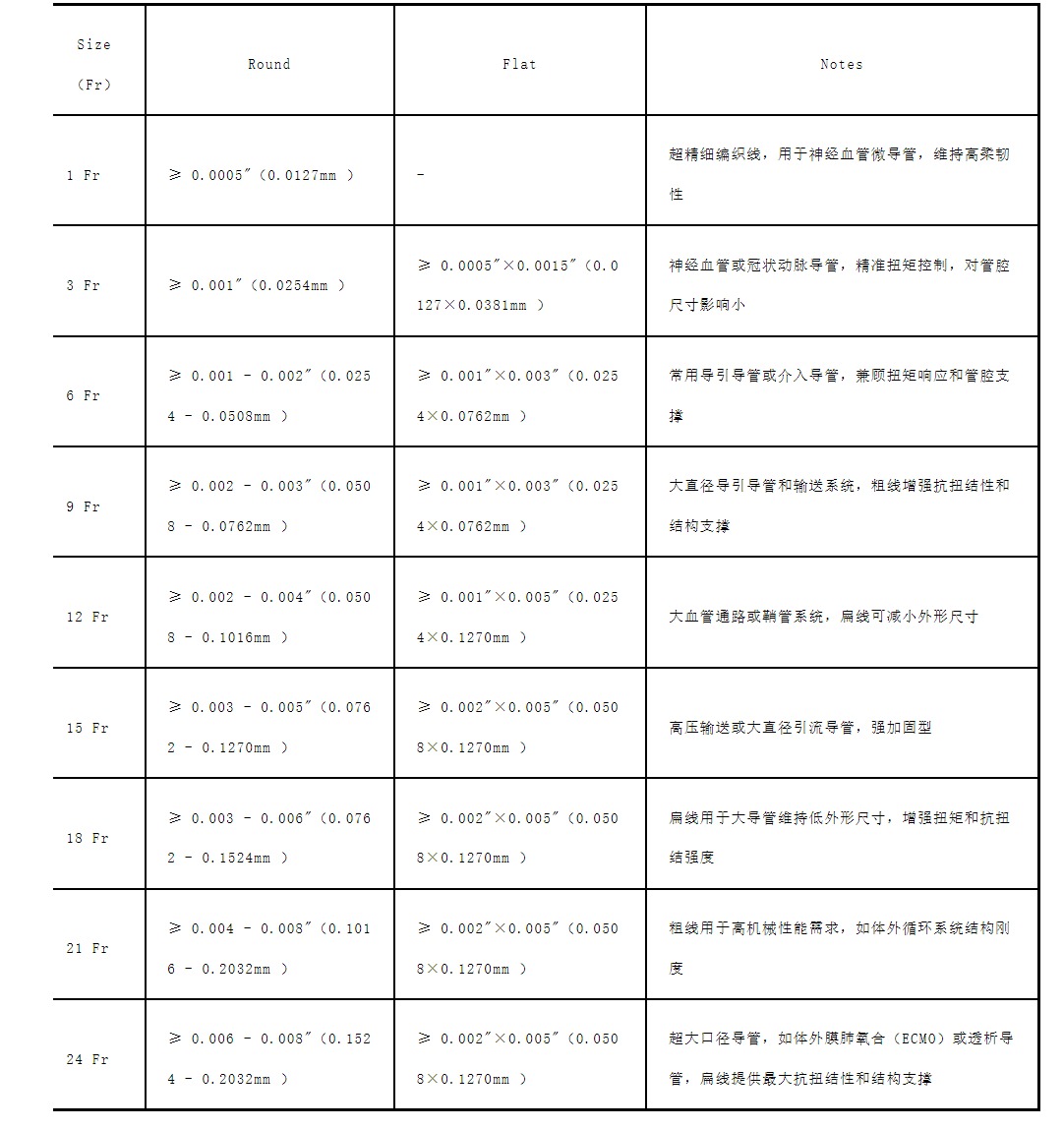
如 1 Fr 尺寸的导管对应 OD 为 0.33mm ,其圆形编织线直径≥ 0.0005″(0.0127mm ) ,适用于对柔韧性要求极高的神经血管微导管,以保障在微小血管中灵活穿行 。随着导管尺寸增大,如 24 Fr 导管(OD 为 8mm ) ,其编织线尺寸要求也相应变化,需采用更粗的线以满足超大口径导管(如 ECMO 或透析导管)对结构支撑和抗扭结性的严苛需求 。同时,管壁厚度、功能需求以及挤出与编织比例等因素也会对编织线尺寸的确定产生影响。例如,对于需要承受高压的引流导管,需选用更粗的编织线以增强结构强度 。
订购方面,通常以 16 个线轴为一组(适用于 16 线编织) 。标准 Steeger 线轴直径为 30mm ,但也可根据实际需求提供 13 – 38mm 尺寸,以灵活适配不同的编织设备和工艺要求 。
二、编织工艺:精细调控铸就卓越品质
(一)编织张力:毫厘之间的关键把控
编织张力对导管编织质量起着决定性作用。每根编织线在编织过程中都承受着特定张力。大直径的编织线由于自身惯性和与芯轴或设备之间的摩擦力较大,需要更大的张力来确保在紧密围绕芯轴旋转时,能够有效克服这些阻力,避免出现编织松散或移位的情况 。张力通过编织臂内的弹簧进行控制,这些弹簧通常配有彩色塑料帽,不同颜色对应着不同的压缩力。若张力调节过低,编织层无法紧密贴合内衬,在后续加工过程中容易发生移动和变形,影响导管的整体结构和性能 ;而张力过高时,较细的编织线则容易频繁断裂,导致编织过程中断,增加次品率 。部分线供应商会使线轴颜色与应使用的弹簧颜色相对应,为操作人员精准调节张力提供便利,从而保障编织的均匀性和稳定性 。
(二)特殊编织方式:创新设计满足多元需求
卫星腔(三轴编织)
:在一些复杂结构的导管制造中,如包含拉线或球囊充气腔的导管,卫星腔(三轴编织)技术发挥着重要作用。编织机设置的额外通道,能够让内衬精确穿过并与主芯轴完美对齐。这一设计确保了这些特殊腔室在导管内部始终保持正确的方向和位置,为导管在体内实现精准的功能操作提供了保障 。例如,在心血管介入中用于球囊扩张的导管,球囊充气腔的准确位置和方向对于球囊的均匀扩张和有效治疗至关重要 。
定向控制
:通过在机器近端添加滑动夹具,可实现对主芯轴相对旋转方向的精准固定。当夹具运行至特定位置时,触发传感器释放芯轴,使其能够在编织机中自由穿行。这一巧妙设计有效保障了编织过程中芯轴的定向准确性,进而确保编织图案的规整性和一致性 。对于需要在特定方向上具备特殊力学性能或操作性能的导管而言,定向控制技术是实现其设计功能的关键 。
编织锥和末端对齐
:为打造高质量的编织导管,减少芯轴在编织过程中的移动至关重要。通过精确匹配编织锥内径(ID)与芯轴外径(OD) ,并将编织交汇点尽可能地靠近编织锥,同时避免在交汇点后立即出现缠绕现象,能够有效确保编织层均匀、紧密地缠绕在芯轴上 。这一工艺控制要点对于维持导管编织结构的稳定性和一致性具有重要意义,能够有效提升导管的整体性能和质量 。
(三)编织方法:多样化选择适配不同生产规模
离散编织
:离散编织采用逐个对设备或芯轴进行编织的方式,这种方法适用于小规模制造场景。虽然相比其他一些编织方法,离散编织较为耗时(回流工艺除外) ,但其优势在于避免了连续编织中对聚合物芯轴的需求 。在一些定制化、小批量生产的导管制造中,离散编织能够灵活满足特殊设计和个性化需求,为特定医疗场景下的导管生产提供了可行的解决方案 。
连续编织
:连续编织是大规模生产的理想选择。将聚合物芯轴(如赛刚)线轴连续不断地送入编织机进行编织,能够产出大量的编织材料线轴。这些线轴经过切割、退火等后续处理后,可直接转移至导管制造环节。连续编织技术能够显著提高生产效率,使加工时间减少 80% 以上 。同时,为了确保在材料转移过程中的精度和适配性,建议将芯轴尺寸适当加大约 0.1 – 0.3mm 或 10 – 15% ,以充分考虑转移公差,保障大规模生产的质量稳定性 。
三、编织图案:独特设计塑造导管优异性能
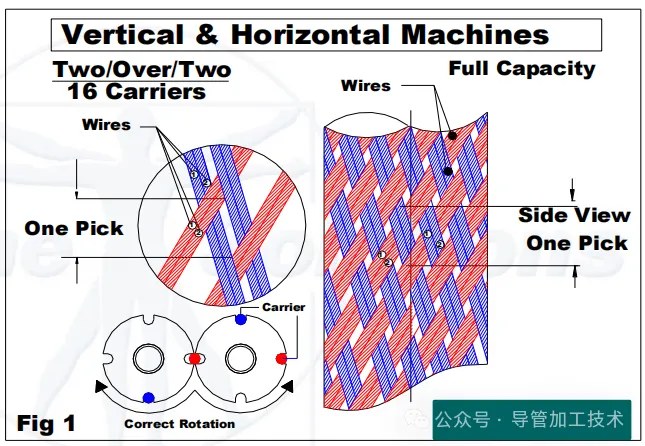
(一)砖石编织 (二压二)
全负载的编织规律为每根线遵循两上两下。在编织过程中,使用 16 个线轴协同作业。这种图案能够在柔韧性和推送性之间实现精妙的平衡。从力学原理角度分析,其独特的编织结构使得导管在弯曲时能够通过线与线之间的相对滑动和变形来适应弯曲角度,从而展现出良好的柔韧性 ;而在推送过程中,编织结构又能提供足够的支撑力,确保导管能够顺利到达目标位置 。此外,由于其编织密度较高,加工速度相比菱形或半负载图案可提升一倍,在大规模生产中具有一定的效率优势 。
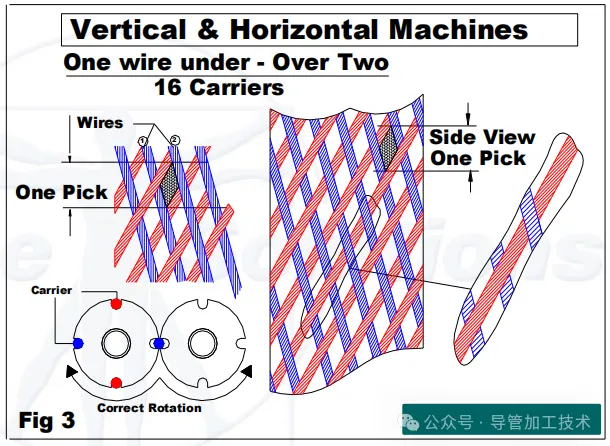
(二)菱形编织(一压二)
菱形图案编织时,一根线按照两上两下的规律交替进行。同样采用 16 个线轴。该图案赋予导管出色的扭矩传递能力和抗扭结性。在导管操作过程中,扭矩传递的准确性对于医生精确控制导管前端的方向至关重要,尤其是在复杂血管路径中进行导航时 。而抗扭结性则能有效防止导管在体内因扭曲而影响功能或造成损坏。菱形图案通过其特定的线交织方式,增强了导管的整体刚性和结构稳定性,满足了对导管操控性和耐用性要求较高的应用场景 。
图片来源:导管加工技术
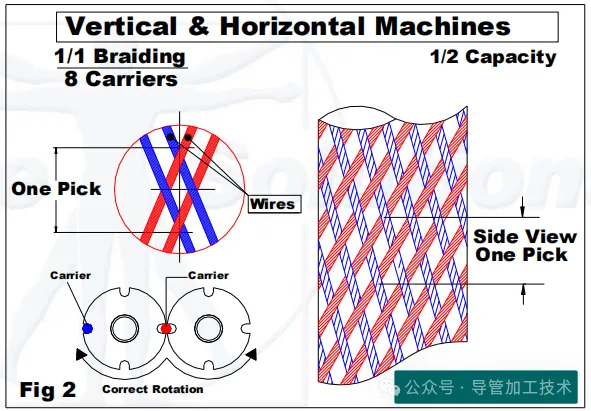
(三)半负载编织(一压一)
一上一下 / 半负载图案的编织规则是每根线一上一下。此图案仅需 8 个线轴,即使用编织机上线轴数量的 50% 。这种图案的优势在于能够轻松改变导管每英寸的编织交叉次数(PPI) 。通过灵活调整 PPI ,可以根据不同的使用需求定制导管在不同部位的力学性能 。例如,在需要更柔软操作的部位降低 PPI ,而在需要更强支撑的部位提高 PPI 。此外,该图案在从芯轴上移除时更为便捷,并且能够增强内衬与外聚合物护套之间的粘合效果,提升导管的整体结构完整性 。
图片来源:导管加工技术
(四)圆形线与扁线的性能差异
圆形线和扁线在导管编织中呈现出截然不同的性能特点。圆形线在柔韧性方面表现卓越,其圆形的截面形状使得线与线之间在弯曲时能够更顺畅地相对移动,从而赋予导管良好的弯曲性能,适用于对弯曲灵活性要求高的场景,如在细小且曲折的神经血管中穿行的导管 。扁线则在抗扭结性、扭矩传递能力、低外形尺寸和推送性上具有显著优势。扁线的扁平形状使其在编织结构中能够更好地抵抗扭曲变形,提高扭矩传递效率,并且能够实现更低的外形尺寸设计,在推送过程中也能提供更强的支撑力,常用于需要精准操控和结构支撑的导管,如心血管介入中的一些大型导管 。
四、编织技术的临床价值与发展展望
(一)临床价值体现
先进的编织技术全方位提升了导管性能,使其在临床介入治疗中发挥着不可替代的关键作用。精准的扭矩控制让医生能够更准确地操控导管前端,在复杂的人体血管网络中实现精准导航,直达病变部位 。良好的抗扭结性确保导管在曲折的血管中不会因扭曲而失效,保障治疗过程的顺利进行 。而出色的柔韧性则使导管能够更好地适应血管的生理弯曲,减少对血管壁的损伤 。这些优异性能的综合作用,为介入治疗的安全性和有效性提供了坚实保障,显著提升了患者的治疗体验和治疗效果 。
(二)发展展望
随着医疗技术的飞速发展和临床需求的不断升级,医疗介入导管编织技术正朝着更精细化、智能化和个性化的方向迈进。在材料方面,未来可能会涌现出更多具备独特性能的新型材料,如具有形状记忆功能的合金材料或智能高分子材料,进一步拓展导管的应用范围和性能优势 。在编织工艺上,数字化控制和自动化生产技术将得到更广泛的应用,实现编织参数的精确调控和生产过程的高效稳定 。同时,针对不同患者个体差异和特定疾病治疗需求的个性化编织导管也将成为研究热点,有望为患者提供更加精准、高效的治疗方案 。
我们 “导管加工技术” 公众号将持续紧跟医疗介入导管编织技术的前沿动态,为大家带来更多专业、深入的技术解读和行业资讯。期待与您一同见证导管编织技术的创新发展,共同推动医疗介入领域的进步。
<上海医疗器械展会>将于2025年9月24-26日在上海世博展览馆1&2号馆举办。现场汇聚近1000家来自全球近27个国家的优质品牌供应商,为中国医疗器械生产厂商提供产品研发、生产、注册所需的设计及软件服务、原材料、精密部件、自动化制造设备、超精加工技术、合同制造、测试和认证、政策法规和市场咨询服务,展品覆盖医疗器械设计与制造全产业链。预登记已开放,点击提前注册即可免费参观,立省百元门票费,现场注册需付费。
文章来源:导管加工技术
若涉及侵权,请立刻联系删除


