






液态硅胶(LSR)注射成型工艺介绍
2019-08-16
液态硅胶英文简称LSR,是一种可以备受消费者和厂家青睐的产品,液态硅胶是由硅胶制品制作而成,有良好的弹性和防水防潮性,耐酸、碱等多种化学物质的侵蚀,所以一般用于替代生活塑料用品。
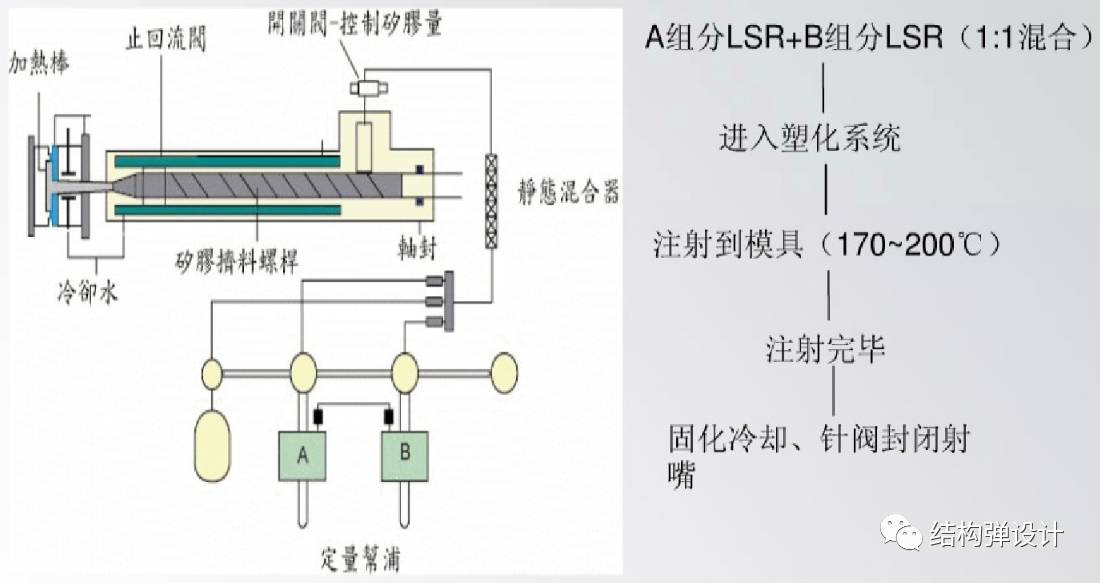
液态硅胶(Liquid Silicone Rubber),分为 A 胶与 B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器(Static Mixer)予以充份混合,注入射出料管后再进行射出成型生产。
将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型﹑无废料及可自动化等优点。
【一】.液态硅胶的特性

液态硅胶(Liquid Silicone Rubber)是一种无毒、耐热、高复原性的柔性热固性材料,其流变行为主要表现为低黏度、快速固化、剪切变稀以及较高的热膨胀系数。
LSR 是以铂金作为催化剂的双液态快速硫化材料,可以采用注塑的方式、大量、快速硫化、重复性机械生产。其产品表现为较好的热稳定性、抗寒性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。
因此在健康用品、汽车、婴儿用品、医疗用品、潜水用品、厨房用具以及密封件等的生产设计中成为不可替代的材料。
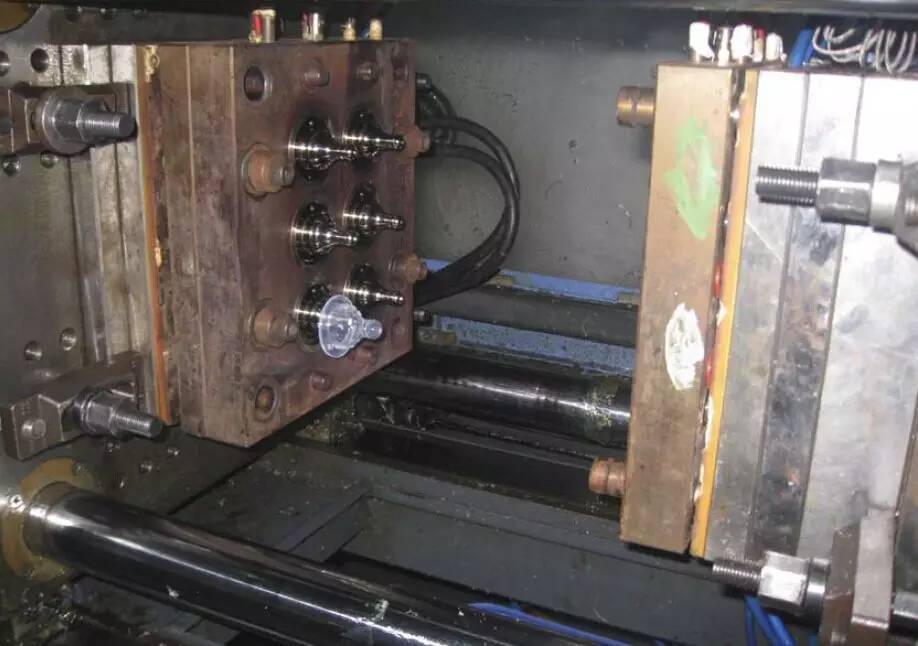
【二】.成型过程
LSR为双组分的液态材料,分为 A 组分和 B 组分,混合机的工作将A 组分和 B 组分以精确的 1:1 比例充分混合。又因部分制品为有色设计,所以配有颜色泵组及颜色计量部分。A+B 组分、添加剂、颜色等充分混合后进入塑化系统。
这种塑化螺杆同时具有均化、混合的功能,通过螺杆将混合料注射到热模具中,在模温 170~200℃下,硅胶发生固化反应。当使用冷流道系统时,值得注意的是流道要足够冷。为了避免漏胶,针阀安装在模具部件的表面,射胶完毕时,针阀立即封闭射嘴。
1, 喂料系统
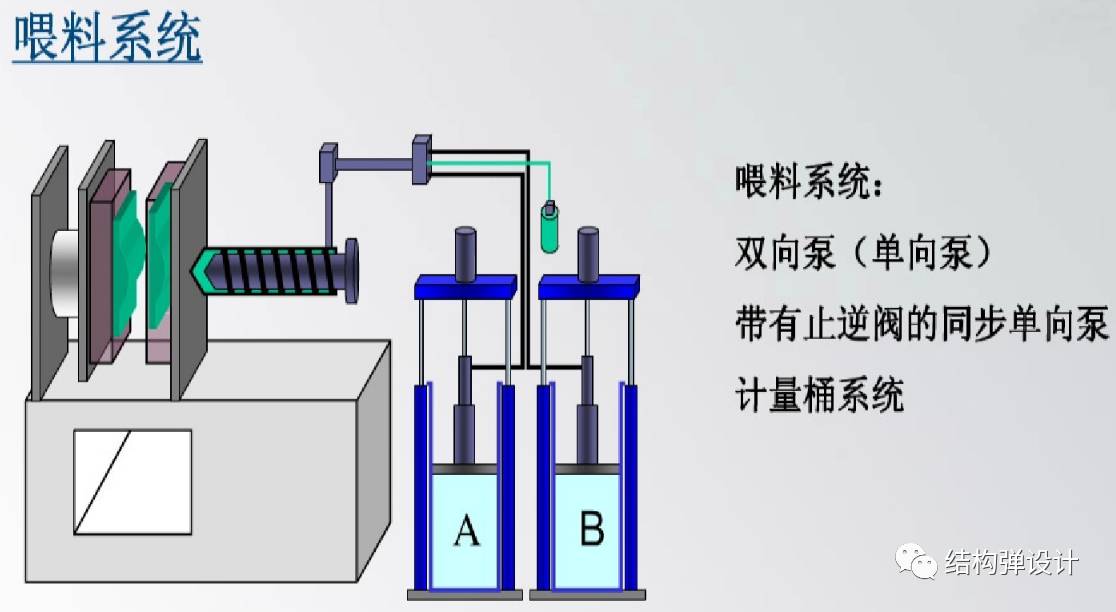
可选择以下几种形式:
1)双向泵
可上下移动送料,能够很好的保持压力,由于 A、B 泵之间相连,并同步由
液压气动控制,因此这种形式的喂料系统比较可靠、精确。
2)单向泵
是一种通用型,只能单项送料。
3)带有止逆阀的同步单项泵
4) 计量筒系统
主要与单项泵相配合使用。

2, 液态硅橡胶注射成型机的关键部件

1)由于 LSR 的低黏度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的密封是必须的。
2)为了防止 LSR 固化,要采用针阀射嘴。
3)A、B 两组分的混合、计量部件。
3,模具的设计
在模具设计中,一般有以下几种形式:
1) 热流道
比较浪费物料,设计简单,成本低,多用于大制品。
2) 有针阀的冷流道
可实现自动化,周期短。
3) 无针阀的冷流道
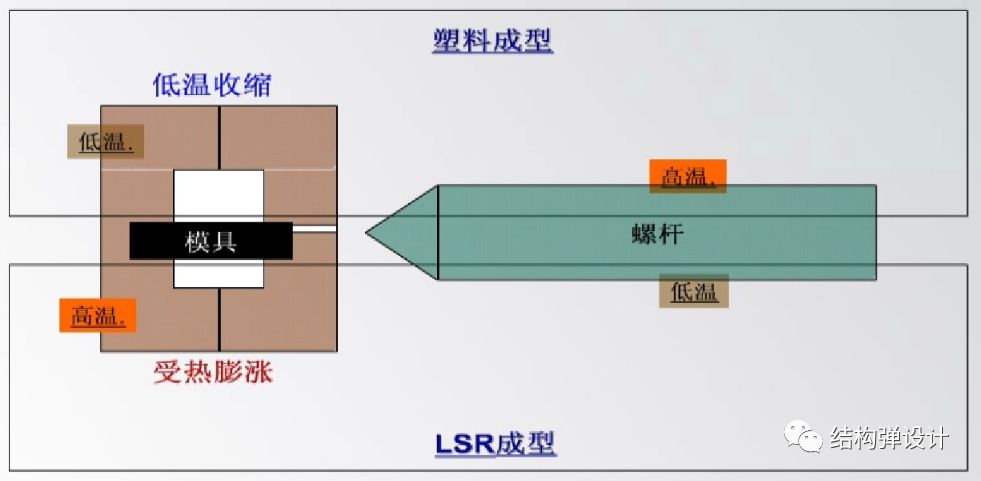
由于 LSR 膨胀系数较高,加热时会发生膨胀,冷却时却有微小的收缩,因此部件不能在模具中保持精确的侧边距。所以可以采用冷流道加工,LSR 应保持较低温度和流动性,冷流道采用闭合式系统,在注射循环中,闭合系统在每一个流道中都采用“封胶针”或“针形阀”来控制 LSR 材料的准确计量。
由于硅橡胶具有显著的受热膨胀特性,收缩率为 2%~4%(硫化温度为150℃),同时硅橡胶具有受压变形的特点。
【三】LSR 流动/硫化的分析
1)液体硅橡胶的硫化化学反应,需要一定的反应时间。
2)理想流动,在直径 2mm,170cm,流动距离超过 100cm。
3)最小厚度 1/1000mm
4)模温过高会导致硫化,从而引起流动受阻。
5)层流可避免气泡
6)高速注射会导致湍流
7)物料的黏度会改变流动的模式
8)湍流导致白点。

因此模具的设计要注意以下几个方面:
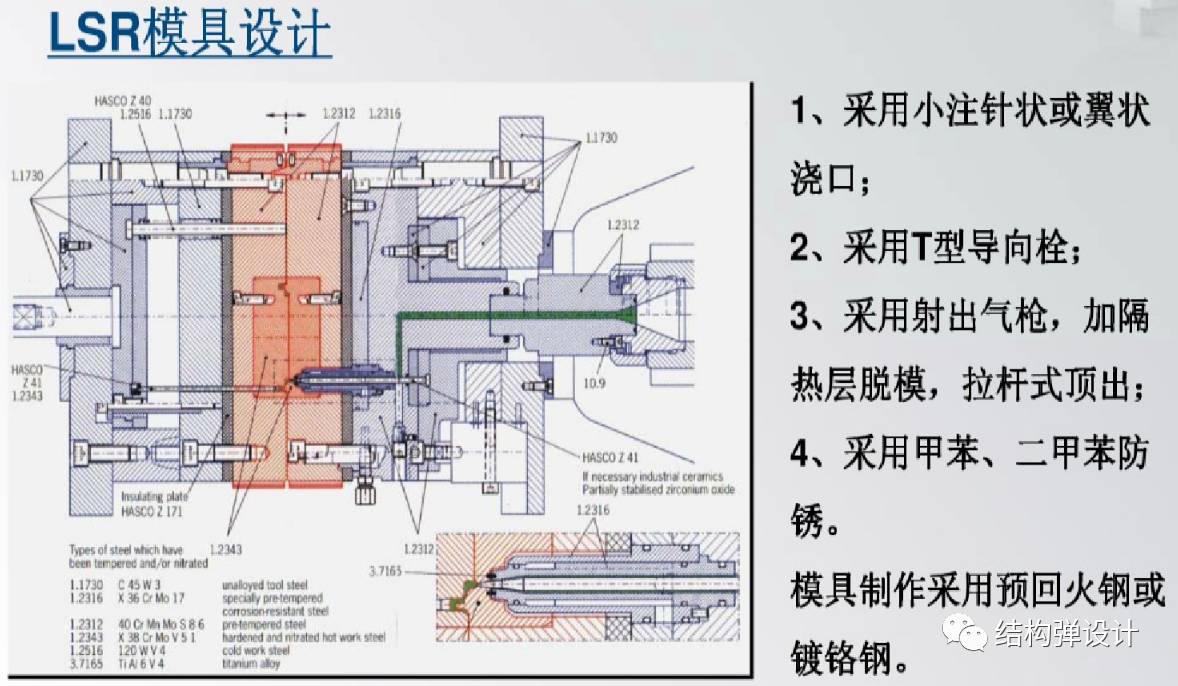
1)为了避免湍流和喷射,使用小注胶口。
2)使用针状或翼状注胶口。
3)用 T 型导向栓代替柱形导向栓,脱模时采用射出气枪,加隔热层/板。
4)不要使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等。
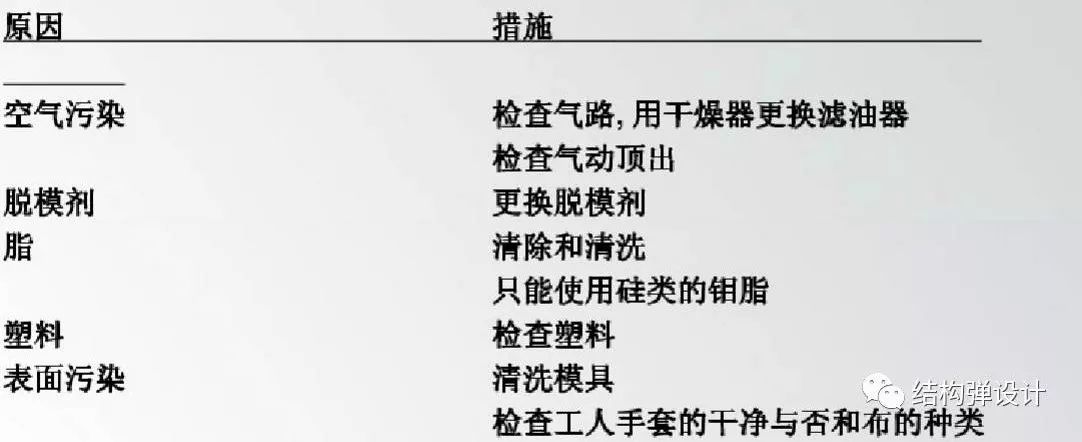
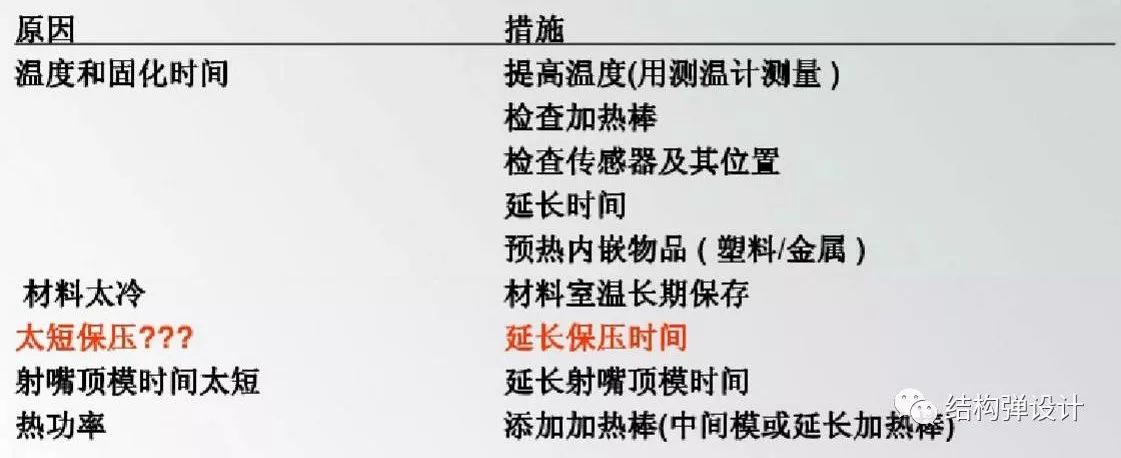
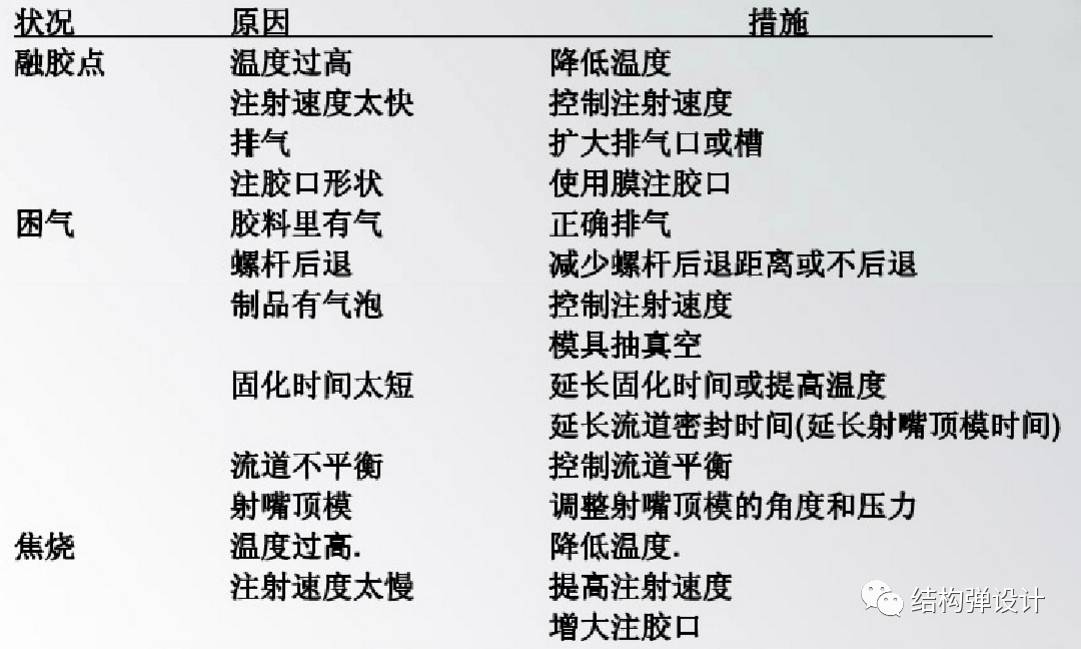
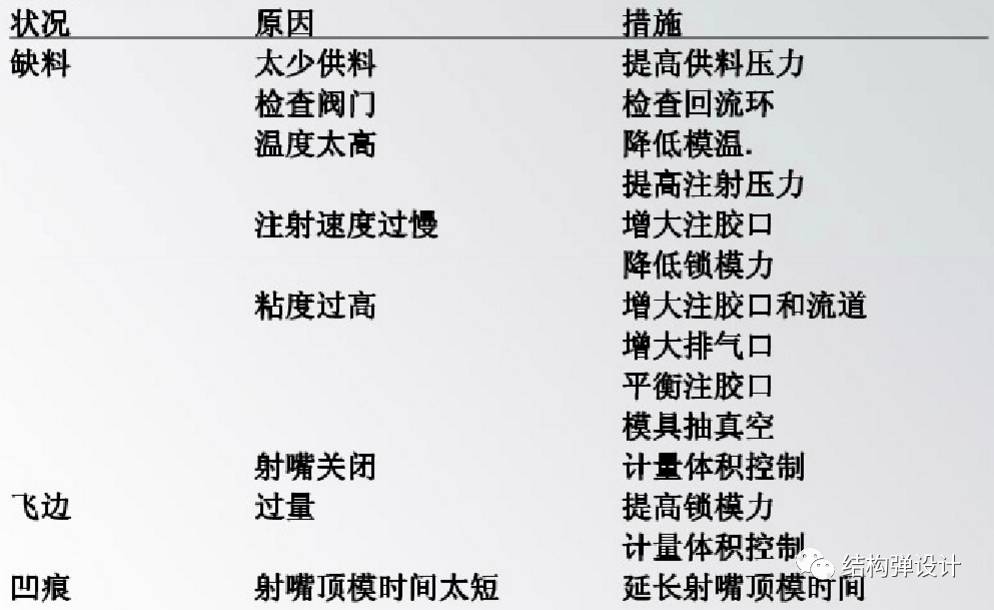
【四】常见问题以及解决对策
1,制品不完全固化

2,产品表面不熟(表面不干)
3,产品硬度不对
4,产品有杂质
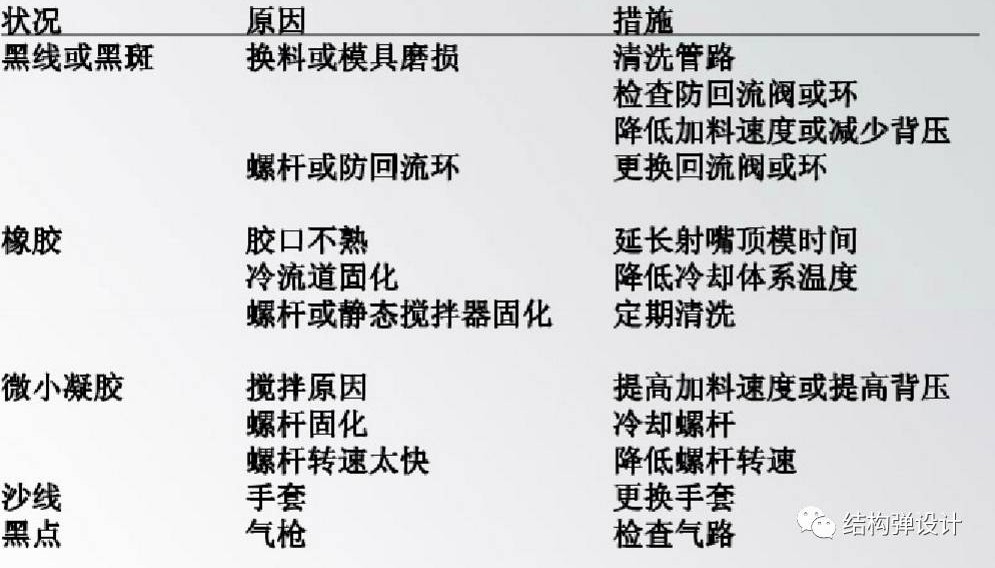
5,产品有色斑
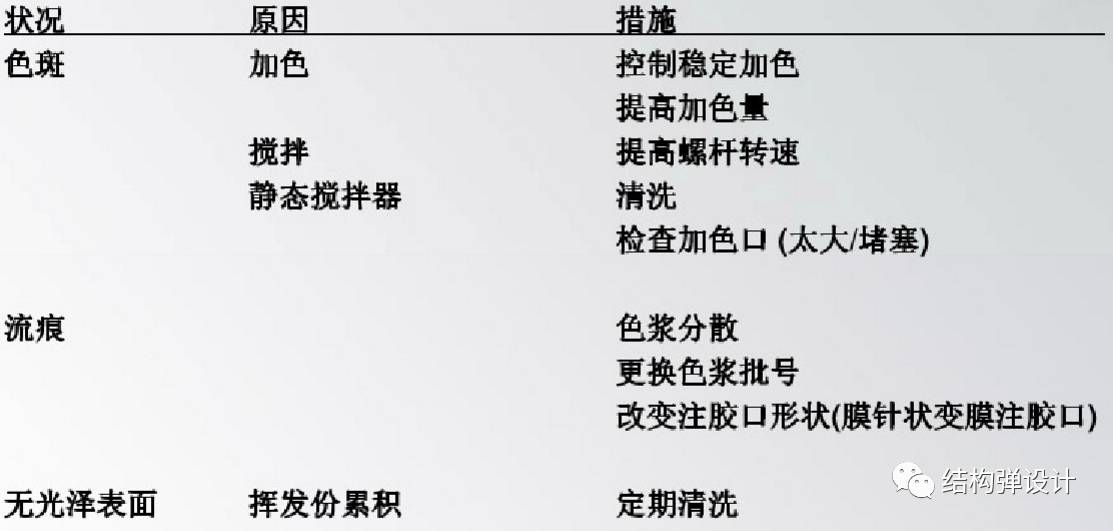
6,产品变形或者烧焦
7,产品表面缺料或缩水
此外,固化的 LSR 容易黏在金属表面上,应用最为普遍的脱模技术包括顶针顶出和空气推顶。
通过以上信息,可以看到硅胶注塑主要解决的问题在于其混合、计量部分,以及螺杆的密封、模具的设计。
来源:医用塑料


