






Medtec中国展关注企业加工制造难题:医用钛合金应该如何加工?
2022-06-23
自从1790年发现钛元素以来,人类为了获得它超凡的性能,而开展了长达百年的艰辛探索。1910年人类第一次制得金属钛,但钛合金的应用之路艰辛漫长,钛合金具有比强度高、耐腐蚀、耐高温、抗疲劳等特点。同样大小的钛合金重量只是钢的60%,但是却比合金钢的强度高。钛合金由于良好的特性,在航空、航天、医疗器械等领域中得到了越来越广泛的应用。在医疗器械领域中,由于钛与人体骨骼接近,对人体组织具有良好的生物相容性、无毒副作用,具有其他材料无法比拟的优势,所以医用钛在医疗领域得到了广泛的应用。Medtec中国展收集历年来参展及参观企业关于难加工材料的生产制造难题,在本文中详细讲解了医用钛合金加工要点和难点,并给出解决方案。
钛合金难加工原因
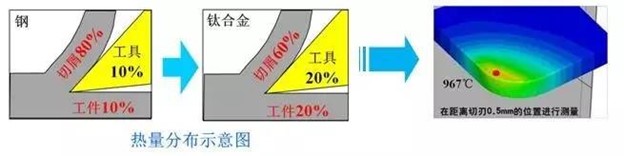
钛合金热传导率低、加工硬化严重、与刀具的亲和性高、塑性变形小等4个特点是造成钛合金难以加工的本质原因。其被切削指数只相当于易削钢的20%。热传导率低。钛合金热传导率大约只有45#钢的16%左右,加工中热量不能及时传导出去,造成切刃局部高温(加工中的刀尖温度是45#钢的1倍以上),容易引发刀具扩散磨损。加工硬化严重钛合金加工硬化现象明显,表面硬化层相比不锈钢要严重,会给后续加工造成一定的困难,比如,刀具边界损伤增大。
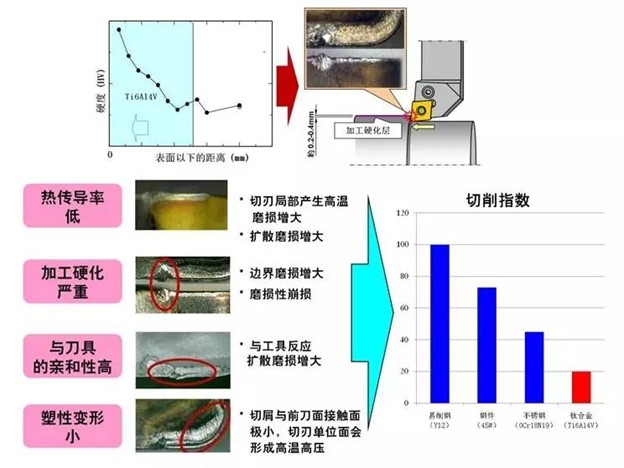
与含钛的硬质合金粘结严重。塑性变形小,约为45钢的弹性模量的1/2,故弹性恢复大,摩擦严重。同时,工件也容易发生装夹变形。 加工钛合金的工艺诀窍
在理解钛合金加工机理的基础上,加上以往的经验,加工钛合金的主要工艺诀窍如下:
(1)采用正角型几何形状的刀片,以减少切削力、切削热和工件的变形。
(2)保持恒定的进给以避免工件的硬化,在切削过程中刀具要始终处于进给状态,铣削时径向吃刀量ae应为半径的30%。
(3)采用高压大流量切削液,以保证加工过程的热稳定性,防止因温度过高导致工件表面变性和刀具损坏。
(4)保持刀片刃口锋利,钝的刀具是热集结和磨损的原因,容易导致刀具失效。
(5)尽可能在钛合金最软的状态加工,因为淬硬后材料变得更难加工,热处理提高了材料的强度并增加刀片的磨损。
(6)使用大的刀尖圆弧半径或倒角切入,尽可能把更多的刀刃进入切削。这可以减少每一点的切削力和热量,防止局部破损。在铣削钛合金时,各切削参数中切削速度对刀具寿命的影响最大,径向吃刀量(铣削深度)次之。
除了医用材料,更多医械相关生产加工技术尽在Medtec中国展同期“技术论坛C:精密加工设备与技术应用论坛” ,专家将对飞秒激光助力极端制造与超精密加工等精密加工技术进行案例分享。点击快速预登记,来现场看火热与前沿展品。
从刀片入手解决钛加工难题
钛合金加工时出现的刀片沟槽磨损是后面和前面在沿切削深度方向上的局部磨损,它往往是由于前期加工留下的硬化层所造成的。刀具与工件材料在加工温度超过800℃的化学反应和扩散,也是形成沟槽磨损的原因之一。因为在加工过程中,工件的钛分子在刀片的前面积聚,在高压高温下“焊接”到刀刃上,形成积屑瘤。当积屑瘤从刀刃上剥离时,将刀片的硬质合金涂层带走,因此,钛合金加工需要特殊的刀片材料和几何形状。
适合钛加工的刀具结构
钛合金加工的焦点是热,大量高压切削液要及时准确地喷射到切削刃上,才能够快速地将热量移除。市场上有专门用于钛合金加工的铣刀独特结构。
从具体机械加工方式入手
车削
钛合金产品车削,易获得较好的表面粗糙度,加工硬化不严重,但切削温度高,刀具磨损快。针对这些特点,主要在刀具、切削参数方面采取以下措施:
刀具材料:根据工厂现有条件选用YG6,YG8,YG10HT。
刀具几何参数:合适的刀具前后角、刀尖磨圆。
较低的切削速度,适中的进给量,较深的切削深度,充分冷却,车外圆时刀尖不能高于工件中心,否则容易扎刀,精车及车削薄壁件时,刀具主偏角要大,一般为75~90度。
铣削
钛合金产品铣削比车削困难,因为铣削是断续切削,并且切屑易与刀刃发生粘结,当粘屑的刀齿再次切入工件时,粘屑被碰掉并带走一小块刀具材料,形成崩刃,极大地降低了刀具的耐用度。
铣削方式:一般采用顺铣。
刀具材料:高速钢M42。
一般合金钢的加工均不采用顺铣,因机床丝杠、螺母间隙的影响,顺铣时,铣刀作用在工件上,在进给方向上的分力与进给方向相同,易使工件台产生间隙性窜动,造成打刀。对顺铣而言,刀齿开始切入就碰到硬皮而导致刀具破损。但由于逆铣切屑是由薄到厚,在最初切入时刀具易与工件发生干摩擦,加重刀具的粘屑和崩刃。为使钛合金顺利铣削,还应注意相对于通用标准铣刀,前角应减小,后角应加大。铣削速度宜低,尽量采用尖齿铣刀,避免使用铲齿铣刀。
攻丝
钛合金产品攻丝,因为切屑细小,易与刀刃及工件粘结,造成加工表面粗糙度值大,扭矩大。攻丝时丝锥选用不当及操作不当极易造成加工硬化,加工效率极低并时有丝锥折断现象。
需优先选用一丝到位的跳牙丝锥,齿数应较标准丝锥少,一般为2~3齿。切削锥角宜大,锥度部分一般为3~4扣螺纹长度。为便于排屑,还可在切削锥部分磨出负倾角。尽量选用短丝锥以增加丝锥刚性。丝锥的倒锥部分应较标准的适当加大,以减少丝锥与工件的摩擦。
铰削
钛合金铰削时刀具磨损不严重,使用硬质合金和高速钢铰刀均可。使用硬质合金铰刀时,要采取类似钻削的工艺系统刚度,防止铰刀崩刃。钛合金铰孔时出现的主要问题是铰孔光洁度不好,必须用油石修窄铰刀刃带宽度,以免刃带与孔壁粘结,但要保证足够的强度,一般刃宽在0.1~0.15mm为好。切削刃与校准部分转接处应为光滑圆弧,磨损后要及时修磨,并要求各齿圆弧大小一致;必要时可加大校准部分倒锥。
钻削
钛合金钻削比较困难,常在加工过程中出现烧刀和断钻现象。这主要是由于钻头刃磨不良、排屑不及时、冷却不佳以及工艺系统刚性差等几方面原因造成的。因此,在钛合金钻削加工中须注意合理的钻头刃磨,大顶角、减少外缘前角、增大外缘后角,倒锥加至标准钻头的2~3倍。勤退刀并及时清除切屑,注意切屑的形状和颜色。如钻削过程中切屑出现羽状或颜色变化时,表明钻头已钝,应及时换刀刃磨。
钻模应固定在工作台上,钻模引导刀面宜贴近加工表面,尽量使用短钻头。还有一个值得注意的问题是当采取手动进给时,钻头应在孔中不进不退,否则钻刃摩擦加工表面,造成加工硬化,使钻头变钝。
磨削
Medtec中国展了解到磨削钛合金零件常见的问题是粘屑造成砂轮堵塞以及零件表面烧伤。其原因是钛合金的导热性差,使磨削区产生高温,从而使钛合金与磨料发生粘结、扩散以及强烈的化学反应。粘屑和砂轮堵塞导致磨削比显著下降,扩散和化学反应的结果,使工件被磨表面烧伤,导致零件疲劳强度降低,这在磨削钛合金铸件时更为明显。
为解决这一问题,采取的措施是:
选用合适的砂轮材料:绿碳化硅TL。稍低的砂轮硬度:ZR1。
钛合金材料的切削加工,必须从刀具材料、切削液、加工工艺参数方面进行控制,才能提高钛合金材料加工的综合效率。
来源:金属加工


