






医疗器械博览会一文讲解激光焊接塑料在医疗设备中的应用及挑战 包括光源波长的选择材料和颜色的设计建议等
2022-07-06
在生物和医学工程领域,激光技术的应用日益广泛,且越来越多地直接应用于对人体进行治疗和诊断程序,以及医疗器械和植入物的制造。当然,高可靠性以及功能强大的激光系统也在医疗器械塑料组件的连接上有着良好应用。激光塑料焊接对大多数医疗设备而言,是比较理想的粘合方案。激光塑料焊接快速、清洁、精确,但是有限的可焊接的塑料颜色组合,也为医疗设备的工程和制造带来了挑战。那么,这些激光设备的功能如何?他们又是如何运行的?本文将进一步探索激光焊接塑料在医疗部件中的应用以及激光和材料技术新的可能性,拓宽可焊接塑料的颜色组合,包括白色和透明塑料的焊接,因为这两种颜色塑料的焊接,应用范围广,但焊接难度大。
激光塑料焊接
塑料是许多设备及其组件的理想材料:它们易于成型,易于清洗,材料本身重量较轻,甚至仅需要高温灭菌。同时医用材料也是医疗器械博览会Medtec中国展强势品类之一,医用金属以及医用橡塑材料的头部企业们悉数参展:韦恩堡、庄信万丰贵金属、田中贵金属(上海)、ELGILOY特种金属、三铃制线、江阴佩尔、麦迪斯、美国奥博锐、古河科技、沈阳中核舰航、路博润、NuSil、迈图、科思创、艾曼斯、塞拉尼斯、索尔维、龙海化工、江苏君华等。
连接两个注塑成型的塑料部件可以通过化学、热效应或机械技术来完成,这取决于产品的后期应用和对视觉美观度的不同需求。然而,在恶劣或敏感条件下连接塑料部件是巨大的挑战。由于各种因素影响,周围材料性质有可能发生变化,当对塑料部件连接品质要求很高,连接处必须非常坚固且洁净,无粉尘和化学物质时,激光塑料焊接技术优势就非常凸显。激光焊接技术凭借高可靠性,高速度,高精度且柔性加工、焊缝美观,是医学工程领域的重要加工方式。塑料焊接是实现塑料部件永久连接最有效的方法,传统的塑料焊接工艺包括超声波焊接、振动摩擦焊接、热板焊接等。
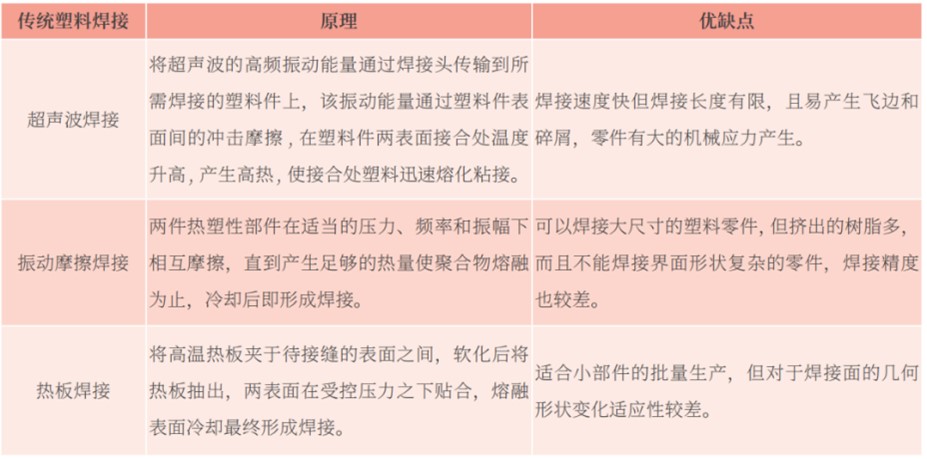
表1 传统塑料焊接的原理和优缺点
激光塑料焊接的原理: 激光束穿透上层透光材料,到达下部的吸光材料表面,将激光光能转变成热能,使其表面熔化,同时热量也以传导方式,从底面传递到与其压接的上层透光工件的接触面上,使其融化,从而实现激光热熔焊接。这一点在焊接过程中通过各种质量控制方法得到了海量验证。窄焊缝冷却后,就会与材料本身的强度保持一致。
目前激光塑料焊接主要分为两种,分别为激光透射焊接和直接激光焊接。激光透射焊接一般采用近红外激光光源对热塑性塑料进行焊接,直接激光焊接则是采用中红外(1700 nm-2000 nm)或者CO2远红外激光器进行直接焊接,下面分别介绍其原理。
激光透射焊接
激光透射焊接原理如图1所示,两塑料焊接件通过夹具施加压力贴合在一起,紧密的贴合可以保证焊接质量。上层塑料焊接件为透光材料,需要对激光具有较高透过率,而下层焊接件为吸光材料,需要对激光有较高吸收率。经研究表明,当上层透光材料对激光的透过率高于50%,下层吸光材料透过率低于20%时,激光塑料焊接会获得较好的结果[5]。激光束透射过上层塑料作用到下层焊接件的表面,激光能量被下层塑料吸收,并转化为热能,热能从吸收层传导到上层透光材料上,熔融加热透光层材料,冷却后二者结合在一起,完成焊接过程。
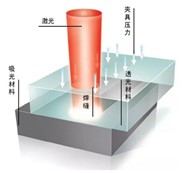
图1 激光透射焊接原理(图片来源:激光制造网 LaserfairCom)
直接激光焊接
激光波长从1064 nm 起,天然无着色塑料对激光辐射的吸收逐步提高,直至波长超过5000 nm,吸收依旧非常强劲。当半导体激光器或掺铥光纤激光器输出波长为2000 nm,激光束辐射的能量存留在所有塑料材料上方几毫米处时,不需要其它能量吸收器的辅助,即可直接焊接几毫米厚的片材。因为激光束不需要穿过上方部件而直接到达焊接部位,这种激光被称为直接激光焊接。
CO2激光器首先被用于这一过程,薄型薄膜的焊接有望达到很高的速度,各类塑料薄膜以高达1200 m/min 的速度焊接。通过控制激光束在功率分配来切割相互接触的两块塑料薄膜,同时在切割边缘留下焊接的区域,从而同时完成包装或制袋过程中的切割 / 密封加工。目前,直接激光焊接技术还没有广泛用于塑料焊接,但潜力巨大。
激光塑料焊接中光源波长的选择
为激光塑料焊接选择合适的激光光源是十分重要的。两个被焊接部件的颜色搭配不同,焊接难度不同,也会影响激光光源的选择。图2显示了因材料颜色的不同而造成的焊接难易程度。可以看到实现透明/黑色塑料的激光焊接比较容易,其次是黑色/黑色塑料,但是对于透明/透明塑料和白色/白色塑料的激光焊接会比较难。
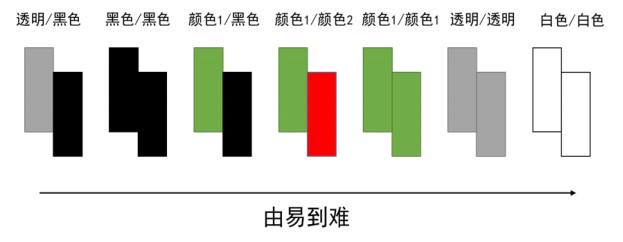
图2 材料颜色的不同而造成的焊接难易程度
图3是几种不同塑料对于不同波长激光的穿透率。从图中可以发现波长范围为900 nm-1100 nm时,塑料对于激光的穿透率非常高,可以达到85%-95%。由于T(穿透率)+R(反射率)+A(吸收率)=1,而材料对于激光的反射率可以忽略不计,因此在这一波段,塑料对于激光的吸收率非常低,只有5%-10%都不到。如果我们观察激光波段2000 nm-2100 nm,可以发现PMMA和PC等透明材料在这一波段的透光性只有5%-20%,相应的对激光的吸收率就会高达80%以上。
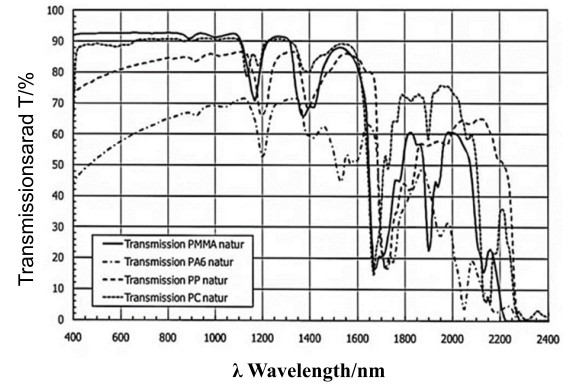
图3 几种不同塑料对于不同波长激光的穿透率(图片来源:www.laserpolymer.com)
激光塑料焊接技术对被焊接塑料的要求为:在热作用区内的材料,要求对激光光波的吸收性好;不属于热作用区部分的材料,则要求对光波的透过性好。因此,应用激光焊接的塑料材料必须对激光有吸收。绝大多数本色的塑料和许多有色的半透明塑料都能采用近红外波段的激光焊接,如聚苯乙烯(PS)、聚氯乙烯(PVC)和聚丙烯(PP)等材料。对于部分吸收率低的热塑性塑料,一是选择合适的激光波长;二是通过添加激光增敏剂(如炭黑等),大大提高塑料对激光的吸收率。但是用碳黑作吸收剂会使激光焊接焊缝颜色变深,与母材颜色不同,这对透明度要求高的材料就不适合了,例如医药、包装和消费产品等对产品要求透明。此时,我们可以选择中红外或者远红外焊接光源进行焊接。激光透射焊接中,两种对近红外线激光都透射的材料(通常是透明或者白色的),由于对近红外光的吸收很少,也不能用于激光焊接。如此,使用2000 nm 波长范围的激光焊接透明塑料时会有很好的效果。
为了保证上下两层透明塑料一个透过激光,一个吸收激光能量,需要使用极短焦距的激光头将光束聚焦成光斑。这种镜头的特点在于镜头出光口的光束直径要远大于焦点的光斑。在激光通过上层工件时,由于光束直径很大,因此其能量密度不足以熔化上层工件,而激光的焦点就在焊缝处。由于焦点有足够的能量密度,可以将塑料熔化后冷却完成焊接。
成功的激光塑料焊接加工过程的必要条件是两个部件分别是激光透光塑料和激光吸光材料,这样才构成了多种可能性。
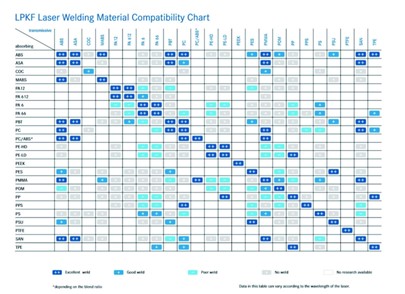
图4:激光焊接塑料相熔特性表
这项技术在医学工程的许多领域都有应用:例如,焊接胰岛素装置或起搏器等电子元件的外壳。导管或销钉的圆柱形部件,也可以用激光精确而可靠地焊接,用于诊断程序的墨盒和微流体也可以轻松应对。而另外一个优势是焊缝具有与材料本身相同的生物相容性。承受高压的塑料阀门的各个部件也可以用激光焊接得很好,很稳定。基于数控以及精准的激光束,系统可轻松焊接任意几何形状。
通过激光塑料焊接的方式可以产生与材料本身强度几乎相同的焊缝且不产生碎屑或粉尘,无需引入任何化学物质或其他添加剂。整个加工过程洁净度高。焊缝从零点几毫米到几毫米且密封性良好。特别是当需要精细、美观的焊缝结构时,激光焊接无疑是最理想的技术。
除了上面所描述的透光和吸光材料之间的焊接,还可以利用透明焊接技术通过特殊的激光源将两个透明的焊接部件连接起来。尤其当吸收激光的塑料部件不允许加入任何添加剂或者必须在焊接后使用光学分析进行评估时,这种焊接方式就显得尤为重要。
医疗器械博览会Medtec中国展技术论坛I:医疗粘接与焊接先进技术研讨会更聚焦于医用塑料焊接中的问题及解决方案,议题包括激光塑料焊接在医疗产业的应用、为什么激光能量焊接球囊导管是理想的方法等激光焊接塑料过程中的常见问题及解决方案等,届时来自企业和高校的嘉宾届时开讲,点击快速预登记。
激光塑料焊接中的透射和吸收特性
激光塑料焊接的两种主要形式包括:1μm或激光透射焊接,以及2μm或透明塑料激光焊接。1μm和2μm指的是所用激光的波长,以及不同波长如何与塑料相互作用并加热塑料来实现粘合。展示了这两种焊接方式的工作原理。
1μm焊接原理
在1μm或激光透射焊接中,需要上层塑料能够透过激光,而下层塑料能够吸收激光能量。激光穿透上层(透射层),然后被下层(吸收层)吸收。因为上下层之间紧密接触,下层吸收的热量可以传递到上层。
对于上部的透光层,大多数热塑性塑料在自然状态下对800~1064nm的激光波长是完全或部分透光的;而对于下部的吸收层,一般通过在塑料中添加碳黑来实现高吸收性能。碳黑是一种有机化合物,很容易吸收激光能量,但是在塑料中添加碳黑会使塑料呈现黑色,这往往不是医疗公司所希望的。
2μm焊接原理
2μm焊接或透明塑料激光焊接,其目标是在没有吸收添加剂或吸收层的条件下,实现两块透明塑料的焊接。
对于透明塑料间的激光焊接,透明塑料需要吸收激光能量,以达到融化温度。由于没有像碳黑这样的吸收添加剂来吸收激光能量,所以就要使用能量可以被透明塑料部分吸收的更长波长的激光来焊接。
能量能被透明塑料部分吸收的激光波长范围,通常被称为“适居带”(GoldilocksZone)。处于这个波段的激光,大约只有20%-30%的激光能量可以被塑料吸收,而其余70%-80%的激光能量,则直接透过塑料层消耗掉。
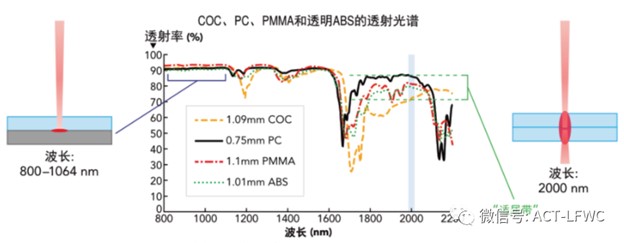
图5:不同激光波长在热塑性塑料中的透射光谱图。
1μm激光塑料焊接对应的颜色组合
对于1μm激光透射焊接,自然色或透明的塑料与黑色塑料的组合,是最容易焊接的。此外,1μm激光也能焊接多种颜色组合。下面我们将探讨不同颜色的塑料组合导致激光焊接难度不同的原因及解决方法。
黑色与黑色组合
令人意外的是,黑色-黑色组合的塑料,实际上非常容易焊接(见图4)。在这种颜色组合中,下层塑料掺杂了碳黑,提高其吸收率,并使其颜色呈黑色。而上层塑料掺杂了一种非常深的红色或绿色染料。彩色染料非常暗,看起来呈黑色,但仍然允许部分激光透射到下层。
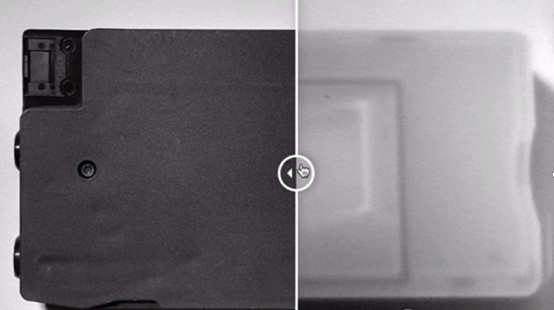
图6:可见光相机(左)和红外相机(右)拍摄的黑色-黑色组合的塑料焊接效果图,其中上层黑色塑料透射部分激光,下层塑料吸收激光能量。
自然色与黑色组合
对于1μm激光透射焊接,最简单的是自然色与黑色组合。自然色的塑料位于上层,呈光学透明状态,其对激光的透过率很高,而下层的黑色塑料由于掺入了炭黑,因此吸光率很高。因此,这两种颜色的塑料焊接具有加工周期快、成本低、加工窗口宽等优势。
彩色与黑色组合
由不同颜色组合的塑料焊接难度图可知,比自然色-黑色、黑色-黑色组合更难焊接的,是彩色与黑色的组合。
上层塑料的彩色是用无机染料掺入在塑料里实现的,染料本身不吸收激光能量,因此能让激光穿透上层直达下层黑色塑料。许多塑料染料都能实现各种颜色,但是生产彩色塑料的厂商一般还是需要与专家合作,以达到完美的颜色呈现。
不同彩色塑料的组合
如前面两个例子所述,用彩色塑料作为可透光的上层非常简单,只要将彩色染料掺杂到塑料里就可以,因为彩色染料依然允许激光穿透。而不同彩色塑料的焊接难点在于,下层彩色塑料不能再掺入吸收性能良好的炭黑,否则下层彩色塑料就会变成黑色。
为了使下层塑料有颜色且吸收性能较好,必须使用特殊的激光吸收添加剂。这些特殊的吸收添加剂虽然吸收率不如碳黑,吸收损耗大,会延长加工周期,并且会使塑料呈现轻微的绿色或灰色,但是能保证吸收部分激光能量,确保彩色塑料能够成功焊接到一起。
同种彩色组合
相同颜色的彩色塑料间的焊接,其难点在于要在下层塑料里掺入吸收添加剂,这会使塑料呈现轻微的绿色或灰色色调。考虑到掺入吸收添加剂引起的颜色差异,因此要使上下层塑料颜色保持完全一样,就变得非常困难。

图7:相同颜色的彩色塑料激光焊接样品图
值得注意的是,虽然许多激光吸收添加剂具有生物相容性,但是一些医疗设备对生物相容性要求较高,或者需要特殊的荧光特性,因此仍然需要对这些医疗设备进行额外的审查。
自然色与白色组合
自然色与白色塑料的焊接,上层自然色的塑料因为有较高的激光透过率,因此不用担心。难点来于下层的白色塑料。
要使塑料呈现白色,需要掺入二氧化钛(TiO2),而TiO2会反射激光,导致白色塑料很难吸收激光能量。因此,需要在下层的白色塑料中添加特殊的激光吸收添加剂,以克服TiO2的反射性能。
掺入吸收添加剂后,塑料虽然整体呈现白色,但是仍然对颜色有影响。要想使白色更明显,那就需要多掺TiO2,少掺吸收添加剂,这就会提高白色塑料的反射率,使激光加工窗口变窄。纯白色塑料固然非常好,但是其在设计时面临多重限制,比如要保证白色塑料能够吸收激光能量,由于其吸收激光能量较弱,也会延长加工周期。
透明或彩色与灰色组合
透明或彩色塑料与灰色塑料的焊接,这种组合却非常值得一提,其焊接难度处于中等水平。在塑料中掺入碳黑(黑色)和TiO2(白色),二者达到平衡产生灰色。碳黑含量越高,TiO2含量越低,灰色就越深,吸收率就越高,有利于焊接。碳黑含量越低,TiO2含量越高,灰色就越浅,吸收率就越低,激光焊接窗口就越窄。
白色与白色组合
激光塑料焊接最难实现的颜色组合是白色与白色。在这种情况下,要同时计算上下两层白色塑料中TiO2的反射率,因为上层塑料中的TiO2会反射部分激光能量,降低透射率。
为了使上层塑料保持一定的透射率,添加的TiO2的量必须足够小。这就很难使上下层颜色保持一致。一般而言,要想实现白色与白色塑料的焊接,上层塑料越薄越好,厚度最好在几毫米以下(见图7)。
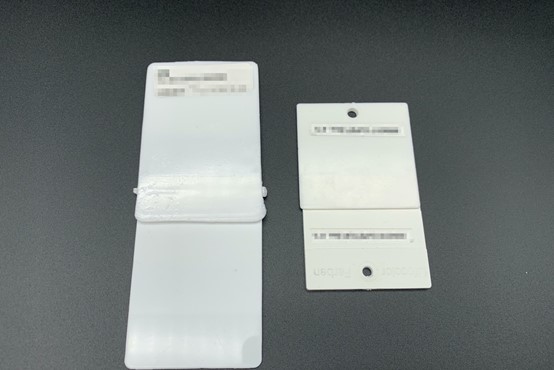
图8:白色塑料激光焊接样品图。
2μm激光实现透明塑料间的焊接
大多数情况下,实现透明塑料焊接的最佳方法,是用2μm激光焊接(见图8)。由于不需要掺入添加剂,这就为医疗设备公司解决了诸多难题,包括材料的生物相容性、荧光特性、光学外观以及美学性质等。此外,因为没有添加剂掺入,塑料价格也会更便宜,因为上下两层塑料可以完全相同,可以使用集成塑模方法实现生产。
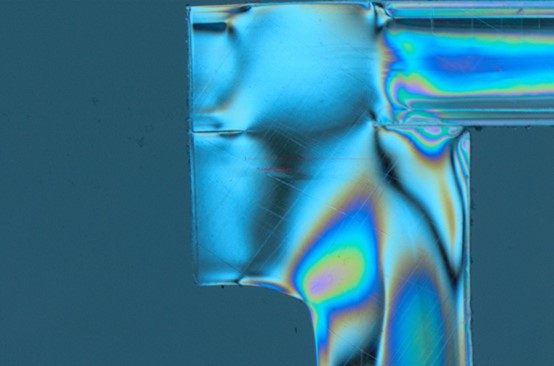
图9:2μm激光焊接两层透明聚碳酸酯的截面图。
然而,值得注意的是,2μm激光塑料焊接要考虑一些特殊的设计,因此与1μm焊接工艺有很大的差异。以下是2μm激光塑料焊接的具体要求:
• 上层厚度不应超过3.5mm(取决于塑料类型);
• 下层塑料只要求有一定的透射率,不要求完全透明,可以是有色或半透明;
• 不建议用玻璃填充上层塑料;
• 由于在大多数情况下,透明塑料中需要加入一部分玻璃成分,因此对焊接的夹具有一定要求。虽然说玻璃并非完全不能加工,但是要使掺入玻璃的塑料实现弯曲功能,其难度还是非常大。
1μm激光实现透明塑料间的焊接当然,1μm激光也可以焊接透明塑料。只不过需要在塑料中掺入吸收添加剂,或在接合界面上使用吸收添加剂的液体溶液(类如添加剂的酒精溶液)来实现。具体方法如下:
• 在塑料中掺入吸收添加剂(见图9),这是实现1μm激光焊接透明塑料的最有效方法。掺入吸收添加剂,塑料会更容易和持续地吸收激光能量,但这也增加了成本,因为吸收添加剂需要掺入整块塑料中,而不仅仅是掺在塑料的接合界面处。此外,这些添加剂虽然是半透明的,但并不完全透明,会给塑料添加绿色或灰色色调。
• 在两块塑料的接合界面上加入吸收添加剂,这是保持1μm激光焊接光学透明度的唯一方法。吸收添加剂置于接合界面的下层表面。虽然液体溶液呈现绿色或灰色,但在激光焊接时会完全耗尽,如果工艺得当,焊缝会非常清晰。
然而,在两块塑料的接合界面上加入吸收添加剂,也存在一些难以克服的缺点,包括:(1)吸收添加剂溶液必须均匀地铺展在两块塑料的接合界面上,需要用到移印工艺或水雾喷嘴,增加了制造过程的复杂性。(2)吸收添加剂溶液通常在单次激光辐照后就耗尽了,这意味着只能进行一次激光照射,焊接只能在不需要塌陷的搭接处进行。
总结
如今,随着国家的重视,医疗器械行业出现频率较高。毫无疑问,医疗器械行业已经从一个垂直行业演变成全社会的综合产业,集成了各行各业的数字化、智能化转型,是人类社会迈向万物互联的关键着力点。当前除了激光焊接技术被应用于医疗设备的生产,有许多其他创新的激光加工技术在医疗设备的制造中也有很大的潜力,比如激光表面改性、激光切割、激光钻孔和激光微加工等。通快、相干等多家全球领先的医疗激光加工供应商已入驻医疗器械博览会Medtec中国展,他们将在现场带来包括UDI 抗腐蚀打标设备,焊接工具 Select,医用支架激光切割机,飞秒激光设备、桌面型塑料激光焊接机等更多高质量、高要求的医疗设备。
自20世纪70年代激光塑料焊接技术问世以来,各种颜色组合的塑料焊接已经发展了很长时间。由于材料科学和激光技术的进步,医疗设备公司充分利用了激光塑料焊接的优势,他们的焊接选择也不再仅仅局限于自然色-黑色塑料的焊接。虽然某些颜色组合可能会增加焊接难度,但现在几乎每种颜色组合都已成功实现了焊接,并将规划投入量产。不同颜色组合的塑料焊接方法,有者细微差别和其局限性,所以建议医疗器械公司应咨询专家,获取激光塑料焊接关于材料和颜色的设计建议。
参考文章:
激光焊接塑料在医疗部件中的应用
激光焊接医疗设备所面临的挑战
激光塑料焊接——一个不可忽视的应用市场
激光焊接助推医疗器械行业大跃进


