






上海医疗器械展|一文说清楚氟塑料PTFE、FEP、PFA、ETFE的区别!
2025-08-11
今天上海医疗器械展来聊一个大家很容易分不清的话题:PTFE、FEP、PFA、ETFE到底是什么关系?都是氟塑料吗?它们的性能和用途有什么区别?价格差别大吗?加工难不难?”
很多人把这些材料混着叫,甚至直接说“反正都是特氟龙(Teflon)。结果一用就碰壁,不是性能过剩,就是达不到要求。
今天我们就来一次性把它们说清楚:
-
为什么有这么多种“PTFE家族”材料?
-
分子结构到底差在哪?
-
性能有什么差异?
-
应用场景怎么选?
-
价格和加工难度又如何?
01 先从为什么有改性说起
要说氟塑料的老大哥,那必须是PTFE(聚四氟乙烯)。它诞生于1938年,凭着耐高温、耐腐蚀、低摩擦系数这三板斧,在化工、机械、电子等行业封神。
但是——它也有“致命短板”:
-
加工性极差:熔点高,熔体粘度高到根本不能用普通热塑成型,只能像金属粉末一样压制+烧结;
-
力学性能偏弱:尤其是抗蠕变和抗磨性(注意:摩擦系数低不代表这材料耐磨),纯PTFE在载荷下容易“爬行”;
-
透明度几乎为零:只能做白色或乳白色制品。
所以,化工厂、线缆厂、医疗器械厂的人就开始琢磨——能不能在保留它耐温耐腐的基础上,让它好加工一点、性能更平衡一点?于是就有了FEP、PFA、ETFE这些“PTFE的改性/同系”材料。
02 分子结构差别
氟塑料的性能,归根到底来自分子结构——尤其是氟原子的存在。氟原子半径小、极性强,和碳形成的C–F键是已知有机键里最牢固的(键能高达485 kJ/mol),这让氟塑料几乎不怕化学攻击。
用大白话带你看看它们的结构差异:
-
PTFE(聚四氟乙烯)
-
基本结构–[CF₂–CF₂]–
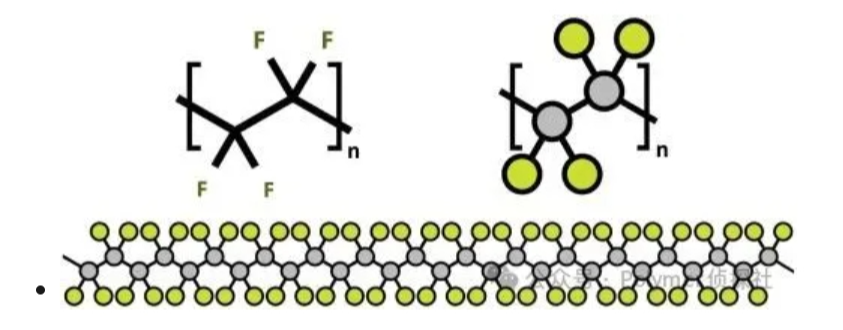
图片来源:Polymer侦探社
-
结构特点:完全由氟包裹的碳链,直链结构,结晶度高,全氟“铠甲”,密不透风,坚不可摧,但太硬太滑,难加工;
-
FEP(氟化乙烯丙烯共聚物)
-
基本结构:–[CF₂–CF₂]– 与少量 –[CF₂–CF(–CF₃)]
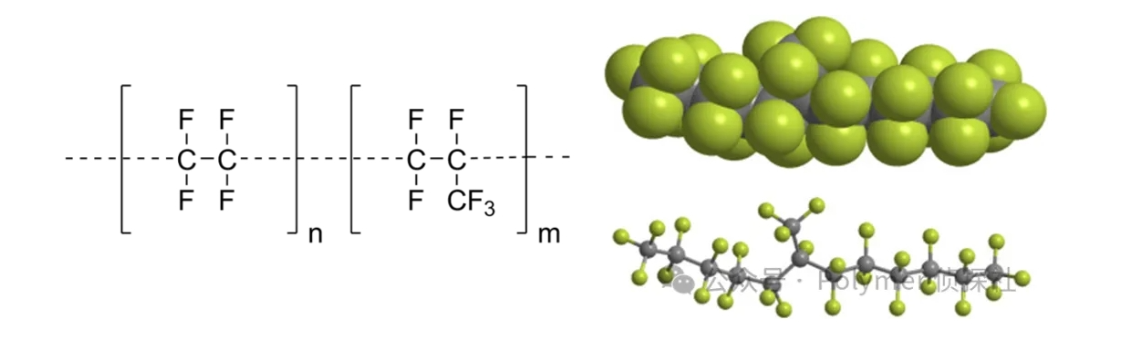
图片来源:Polymer侦探社
-
结构特点:在PTFE主链上引入少量六氟丙烯单元,破坏规整性–在铠甲上打几个小孔(引入HFP),让分子链不那么规整,于是熔融加工变得可能;
-
PFA(全氟烷氧基乙烯共聚物)
-
基本结构:–[CF₂–CF₂]– 与少量 –[CF₂–CF(–OR_F)]
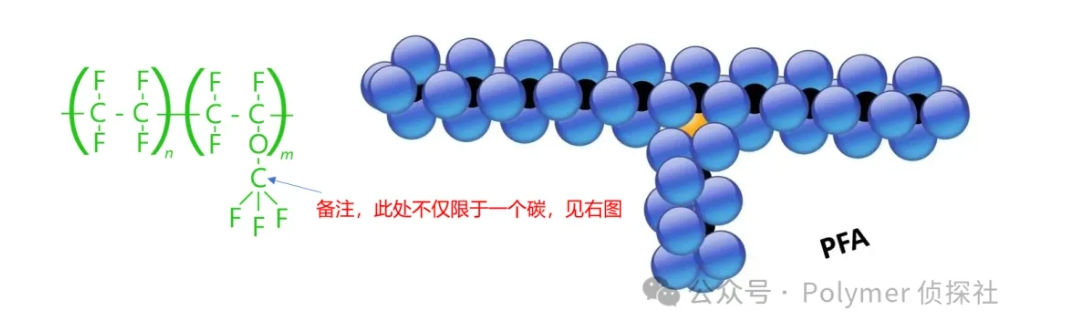
图片来源:Polymer侦探社
-
结构特点:在PTFE主链上引入含全氟烷氧基侧链,改善熔融流动性,不仅打孔,还挂了点流动性挂件(全氟烷氧基),加工性能更好,耐温比FEP高;
-
ETFE(乙烯-四氟乙烯共聚物)
-
基本结构:–[CH₂–CH₂]– 与 –[CF₂–CF₂]–
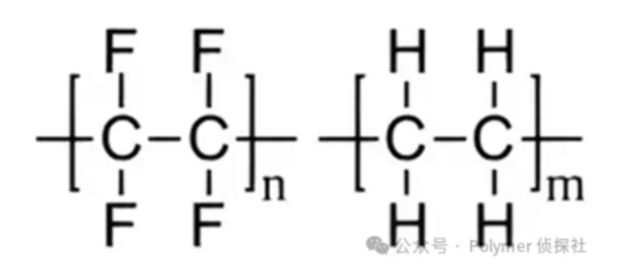
图片来源:Polymer侦探社
-
氟含量比PTFE低,韧性更好,易加工,交替把一半的“氟铠甲”换成轻装(乙烯),牺牲部分耐化学性换来更高强度和韧性。
03 性能对比
这里我给你一个直观对比表(数值范围是典型值,不同厂家略有差异):

图片来源:Polymer侦探社
几点要特别说:
-
耐温性:PFA和PTFE一样顶级,FEP稍低(FEP分子链中的六氟丙烯单元含 -CF(CF₃)-CF₂-结构,侧基 -CF₃直接连接主链碳。-C-CF₃ 键的键能较低(约305 kJ/mol),在260°C以上易断裂),ETFE最低但150℃长期没问题;
-
耐化学性:氟含量越高越稳,ETFE略差但仍远超大多数塑料;
-
机械性能:ETFE强度、韧性最好,能做薄膜、结构件,还能加纤维改性;PTFE偏软;
-
透明度:FEP、PFA可做透明薄膜,PTFE不行。
04 应用差异
不同结构带来的性能差异,直接决定了它们在工程里的分工:
-
PTFE
适合做极端耐腐、耐温的密封圈、垫片、轴承衬、化工管道内衬、膨体PTFE(ePTFE) 过滤膜、医用防水透气膜

图片来源:Polymer侦探社
FEP
透明、耐腐、耐温可到200℃,可挤出成薄膜、线缆护套、透明化工管;焊封性好,用于太阳能光伏背板膜。
图片来源:Polymer侦探社
PFA
综合了PTFE的耐温耐腐+FEP的可加工性,用在半导体湿法设备管路、化工储槽衬里、精密医疗管材。

图片来源:Polymer侦探社
-
ETFE
机械性能强,可做大型膜结构(鸟巢体育馆外膜、温室薄膜)、电线电缆护套、防腐管道;耐候性极佳。
05 价格差异
市场均价(仅供参考,2024年氟塑料市场均价元/kg):
-
PTFE:60~80
-
FEP:120~160
-
PFA:200~300(半导体级更贵)
-
ETFE:90~120
注:以上为华东地区大宗采购价(≥1吨),受原油/萤石价格波动影响±15%。
PFA贵是因为合成工艺复杂、应用门槛高;FEP比ETFE贵是因为氟单体成本高、产量小。
06 加工难度差异
PTFE
加工方式:模压烧结 / 糊状挤出膨化
核心挑战:
-
超高熔体粘度(10¹¹~10¹² Pa·s)→ 无法熔融流动
-
烧结收缩率大(3%~5%)→ 尺寸精度难控(需补偿设计)
-
热裂解风险:>400℃释放剧毒全氟异丁烯(PFIB)
FEP
加工方式:挤出/注塑/吹塑(加工温度 300~330℃)
核心挑战:
-
温度窗口窄(±10℃)→ 低温流动性差,高温分解
-
HF腐蚀:>350℃分解产生氟化氢→ 腐蚀设备(需哈氏合金螺杆)
-
熔体强度低 → 挤出垂伸,薄膜厚度不均
PFA
加工方式:挤出/注塑/吹塑(加工温度 340~380℃)
核心挑战:
-
熔体强度低 → 吹塑时型坯下垂(需模头径向加热补偿)
-
超纯要求:半导体级需铂金流道(防金属离子污染)
-
表面缺陷敏感:杂质>0.1μm → 薄膜针孔(需熔体过滤器)
ETFE
加工方式:挤出/注塑/热成型(加工温度 240~270℃)
核心挑战:
-
结晶速度快 → 冷却不均易翘曲(模温需控±2℃)
-
吸水率0.1% → 预干燥必需(80℃/4h,含水率≤0.02%)
-
静电积聚:表面电阻>10¹⁶Ω → 分切时需离子风除静电
07 选材心法
一个简单思路:
-
极限耐腐+高温:选PTFE或PFA;
-
透明+耐腐+中高温:选FEP或PFA;
-
强度+耐候+中温:选ETFE;
- 预算有限
→ 先考虑 ETFE,其次 FEP,最后再上 PFA
文章来源:Polymer侦探社
文章内容仅供知识交流分享使用,如涉侵权请联系我们删除。


