






塑料焊接用于医疗技术行业
2020-08-26
塑料连接是一个具有挑战性的问题!
特别是对于医疗行业,很难找到满足生物相容性要求和FDA批准的粘合剂。此外,许多常用的聚合物,例如PP,PE和PTFE,其表面能低 (Low surface energy),也导致难以用粘合剂粘接。
粘合剂通常被用作原型制造中的快速、临时的解决方案。然而在后续量产时,塑料焊接则是一种更为经济有效的方案,能够提供一致性好、高强度的焊接,且不需要额外的耗材。
塑料焊接的风险和挑战,往往是由于焊接工艺选择、焊缝设计和测试方法不当,以及零件变形和尺寸偏差造成的。通过采取一步一步的排除分析和改善措施,可以减少或者消除这些问题。
塑料焊接工艺的开发过程遵循以下步骤:
- Step1:定义问题
- Step2:选择工艺
- Step3:接头设计
- Step4:测试验证

1. 定义问题
在选择焊接工艺时,前期明确产品材料和性能要求,对工艺选择至关重要。通过早期定义这些,您可以避免后续损失。
在决定焊缝位置或焊接工艺之前,应思考并回答以下问题。
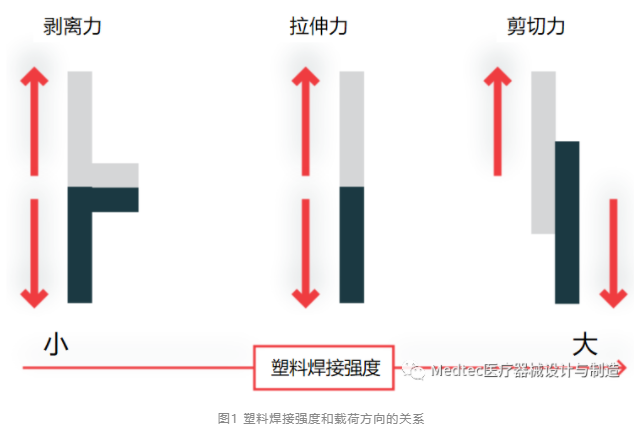
1.1 强度
载荷方向是什么?将会经历什么样的拉伸或剪切力?
如果可能的话,设计的焊缝应使其工作时尽量承受剪切力,因为塑料焊接在剪切力方向承受的载荷最大。塑料焊接可承受的拉伸载荷次之,可承受的剥离力最弱。如图1所示。
1.2 密封
这个产品需要密封吗?如果需要,要承受压强是多少?是气密还是水密?有测试温度要求吗?
对于有密封要求的产品,通常是在要密封的腔室一周设计有闭合的焊接线,以及相应的沟槽或者狭小的缝隙空间,熔化的塑料填充满槽或者缝隙,以实现密封要求。产品的尺寸大小和形状不同,选择的塑料焊接工艺也会不同。
1.3 外观
有什么外观要求吗?“A”面在哪里?允许溢料可见吗?
大多数焊接工艺都有可能产生外观缺陷。然而,这些问题可以通过改善治具和优化焊接参数、或者简化零件表面、或者隐藏焊接面的方式加以限制。如果无法避免,那么需要增加前一道工序(例如烘干)加以预防,或者增加后一道工序(例如去溢料)加以修正,不过这些措施会增加成本。
1.4 颗粒污染物
产品内是否允许有颗粒物或者松散的溢料?
对于依靠表面摩擦产生热量的焊接工艺,例如旋转焊接和振动摩擦焊接,很难避免不产生颗粒污染物,以及松散的溢料。
1.5 材料
材料对焊接性能的影响因素,除了材料中的基础树脂特性,还包括各种添加剂,如着色剂、填充剂、冲击改性剂、润滑剂等。这些组成共同影响焊接工艺的选择。例如,采用激光焊接工艺时,要求上层零件无着色剂,以允许激光穿透传输;下层零件要求添加碳黑,以充分吸收激光能量。
一般情况下,应尽量减少填料含量,以确保有足够的树脂进行焊接,从而保证焊接强度。因此,建议填料含量控制在33%以下。
另外,两个零件必须是材料相容的,即具有相同或相似的熔点和粘度,以保证分子间发生扩散完成焊接。
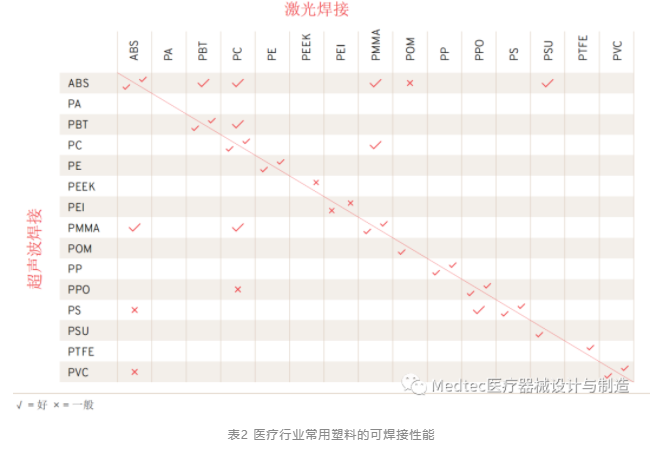
2. 选择工艺
常见的塑料焊接工艺对比如下表1:

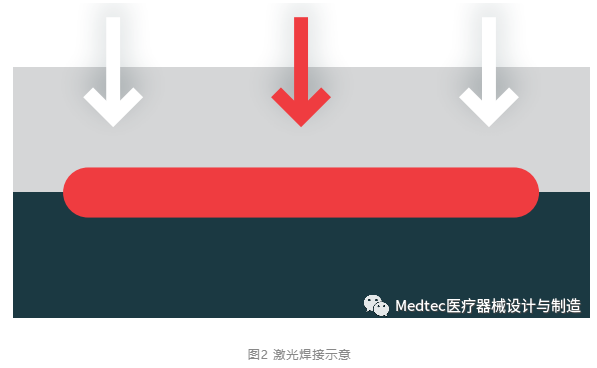
激光焊接(图2)要求在上下零件吸收少量的光能(2um焊接系统),或者在焊接处上层透射-下层吸收光能(1um焊接系统)。能量吸收效率,由所选择的波长,以及树脂与填料在该波长上的透射度决定。
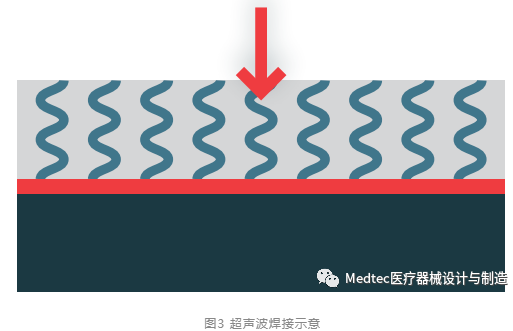
超声波焊接(图3)通过因聚合物的粘弹特性而产生的机械振动能量损失,即产生热量来工作。产生超声波振动的模具叫做焊头。焊头与零件接触表面,必须平行于焊接筋,且距离较短(一般<6mm)。此外,在焊接区域及附近,应避免尖角和薄的悬臂结构,防止损坏。
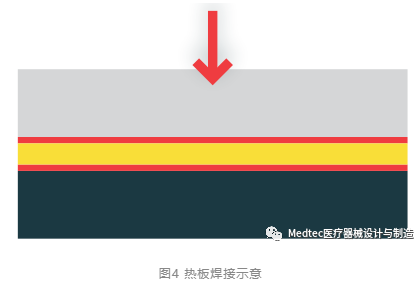
热板和红外焊接,分别加热两个部件的焊接表面,然后将两个部件合在一起,施加压力以促进分子扩散。在热板焊接(图4)中,零件表面与加热工具直接接触,因此适合具有较高粘度的塑料焊接,以避免材料粘在热板上。在红外焊接中,零件表面应避免白色,并添加填料以增加能量吸收效率,减小生产节拍。
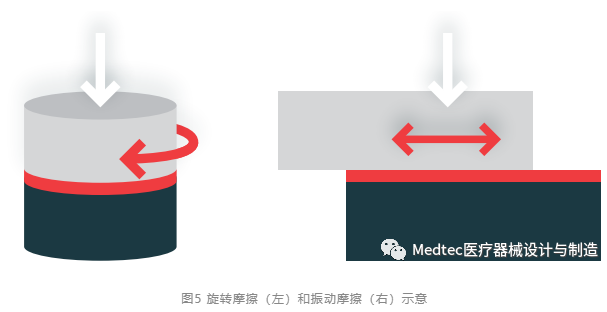
旋转和振动摩擦焊接(图5)通过表面摩擦产生热量以实现焊接。这些运动过程中,接头设计必须适应摩擦运动/振动方向,对于旋转摩擦来说,这意味着焊线设计必须是圆形。对于振动摩擦来说,接头设计必须有足够的侧向间隙,以容纳一定的振动幅度。另外,十分重要的一点,焊筋下方支撑壁必须有足够刚性,在载荷作用下不变形,以实现摩擦生热。
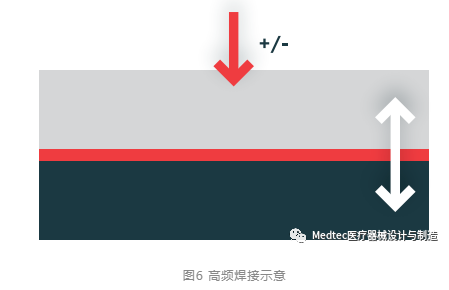
高频焊接(图6)的工作原理是将高介电损耗的聚合物暴露电磁场中,磁场方向高频交替变化(通常27MHz)。应用于10-50mm厚度的薄材料焊接。可用该工艺的材料非常有限。其中,聚氯乙烯(PVC)是最容易的。
3. 接头设计
在塑料焊接中,接头强度取决于聚合物链在熔体界面上的流动,并在接头处产生分子链纠缠的程度。为了实现这一点,一个合理的焊缝设计非常重要。它可以熔化和塌陷,产生熔体流动。此外,一个良好设计的焊缝,有助于提高加热速率,防止泄漏,隐藏溢料,并帮助上下零件对齐。常见的接头设计如图7。
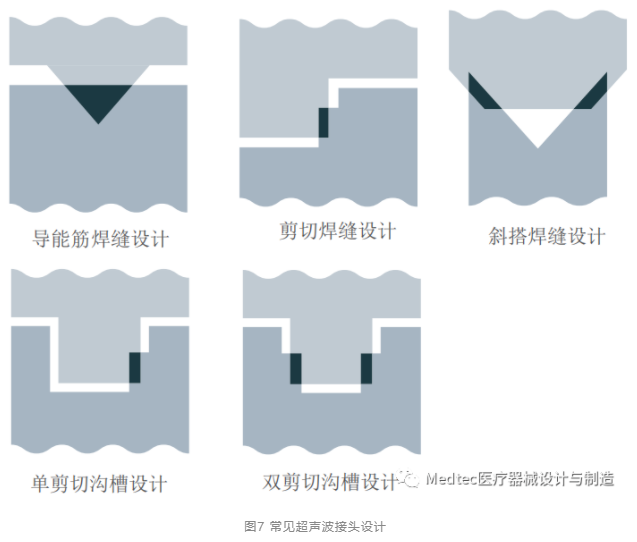
不同的焊接工艺,通过不同的方式产生热量,加热速率也不相同。好的接头设计实际上可以提高加热速率。例如,超声波焊接通过使用一个称为“三角导能筋”的接头来提高加热速率。旋转摩擦焊接,采用正压力更大的剪切焊缝设计,比采用斜搭焊缝设计的加热速率更快。
采用沟槽焊缝设计,有助于提高密封性能。这种类型的接头,熔体可以停留在沟槽内及侧壁间隙中,从而减少空隙,提高密封性能。然而,在某些情况下,空气可能被困在沟槽中,当被困的空气产生足够的压力在熔体中形成气孔时,会导致泄露。
焊接过程中,从接头处会挤出一定数量的熔料,可通过接头设计来控制。接头两侧增加挡边,隐藏溢料,甚至控制熔体流动方向,侧壁也有助于上下零件的对齐。
4. 试验验证
焊接结果的好坏,必须要有正确的测试方法和治具来进行评估。如果遵循一些简单的指导方针,焊接强度和气密性很容易测试。
4.1 强度测试
施加载荷的方向对测试结果至关重要。施加载荷的位置和方向应该和实际工作时载荷保持一致。
确保接头在零件本体破坏前失效。如果测试时,本体材料发生破坏,那么测试无法给出焊接强度的数据,测试方案应该重新设计。
测试整个接头,而不是截取部分进行强度测试。局部测试可能是不准确的,因为其忽视了潜在的一些较高应力的区域。在初始裂纹产生后,其余位置焊缝会在拉力测试中失效。如果只进行局部测试,将忽略这一种失效方式,错误的高估焊接强度。
如果整个接头难以固定进行拉力试验,那么考虑使用爆破压力测试。

4.2 密封性能测试
定义的测试压力和可接受的泄漏率,是与最终的使用环境和要求相关。常用空气衰减泄露测试仪,分气检和水检。水密检测可以设定不同的水温。
在泄漏测试时不要将人为加大治具压紧力。较大的压紧力导致焊缝接头压缩,将产生人为的低泄漏率。
对于医疗行业,焊接提供了比粘合剂更好的塑料连接解决方案。该指南有助于初步选择焊接工艺。
图文来源:超声和激光技术HighTech
了解了运用在塑料连接方面的解决方案,那么就让小编带您看看在Medtec 2020现场能遇到那些粘结剂和粘结产品的展商吧~
2020 展品预览 粘结剂和粘结产品
戴马斯紫外线胶水
设备(上海)有限公司

展位号:2A001
产品介绍1
紫外光固化胶粘剂,紫外粘结剂,UV胶,生物相容性粘结剂
产品介绍2
粘结固化设备,光固化设备,点光源,面光源,传送带,紫外传送机
产品介绍3
医疗齿科3D打印材料
公司介绍
Dymax集团是一家全球领先的先进光固化胶粘剂、涂层、低聚物、光固化设备和流体点胶系统制造商。Dymax制造的产品可为设计工程师大幅提高生产效率及降低成本。Dymax还为客户在产品应用中提供全面的技术援助。我们的产品能满足全球医疗器材、电子、光学、航空航天、汽车、家电、金属加工和可替代能源市场的需求。
艾德斯(中国)有限公司

展位号:2D101
产品介绍1
ALDERS医用胶粘剂产品系列:针对穿刺类、导管类、面罩喉罩类的医用产品有UV胶、硅胶胶水、瞬干胶水、环氧胶水等满足不同产品需求的胶水。
产品介绍2
ALDERS UV-LED固化设备:替代传统的UV汞灯,灯珠寿命在20000-30000小时,液冷循环节能环保,不产生臭氧,专门针对UV胶波段进行固化。
产品介绍3
ALDERS四轴点胶机:对于呼吸回路、不同的喉罩产品、面框产品以及部分管路产品都可实现自动点胶。出胶量精确可控,能规范点胶手法,统一操作工序,方便管理。
公司介绍
ALDERS源自于德国,一直致力于医疗行业的粘接、涂层、印刷、测漏整体解决方案。 主营产品有医用胶粘剂(UV胶,硅胶胶水,环氧胶水,快干胶等),以及胶水配套的固化设备、点胶设备、测漏设备。
对于难以粘接印刷涂层的惰性材(PP,PA,PEBAX,PTFE,FEP,POM,PPSU等) 有专业的技术解决方案。在心内、血液、介入等医疗产品的粘接和涂层上面有着显著的成绩。
上海怡天科技有限公司

展位号:4D206
产品介绍1
OmniCure® 2000 系列采用专利的闭环回馈技术,锁定并持续监控,确保可重复固化。同时采用新型 200W 紫外灯泡,已保障更高光强密度的输出。
产品介绍2
OmniCure®S1500搭载了新型 200W 紫外灯泡。经济实惠,易于使用的系统。为大批量、自动化固化提供了极好的价值,如微电子和光电子制造应用。
产品介绍3
OmniCure® LX500系统是一款拥有Intelli-Lamp LED专利技术设计的紫外固化系统。它拥有出色的光学稳定性,卓越的工艺控制和易于集成等特点。
公司介绍
上海怡天科技有限公司成立于2003年,专注于紫外线固化技术的引进和推广工作有17年多,是紫外线固化系统的专业供应商。自2006年起,我们是LUMEN DYNAMICS(EXFO)的授权经销商,也是LUMEN DYNAMICS在中国的维修中心。我们总部设在上海,在深圳、苏州、成都、武汉,天津、香港、新加坡设有分支机构和办事处。多年的行业经验和专业的应用技术,结合现场考察,使我们成为LUMEN DYNAMICS黄金经销商之一。我们竭诚为国内电子、光学、医疗等行业及众多科研机构和高校提供支持,以满足他们对紫外线的特殊需求。


