






行业 | 一文看懂:中国微创外科手术器械黄金细分赛道!
2021-06-10
国内微创外科手术器械及配件(MISIA)(硬镜配套)市场稳步增长,预计2024年市场规模超过400亿元。根据康基医疗招股说明书,中国 MISIA市场规模从2015年的96亿元增长至2019年的185亿元(以销售收入计),CAGR为17.8%,预计到2024年将达到408亿元。
MISIA市场国产化率低,从竞争格局看,进口厂商仍占据绝大部分市场份额,其中强生医疗市占率最高(41.2%),2019年MISIA市场销售收入达到 76 亿元,其余进口厂商包括柯惠(16.2%)、爱尔博(3.2%)、施乐辉(1.9%)等。其中,国内MISIA 龙头企业康基医疗市占率为2.7%,在所有厂商中排名第四,在所有国内厂商中排名第一。
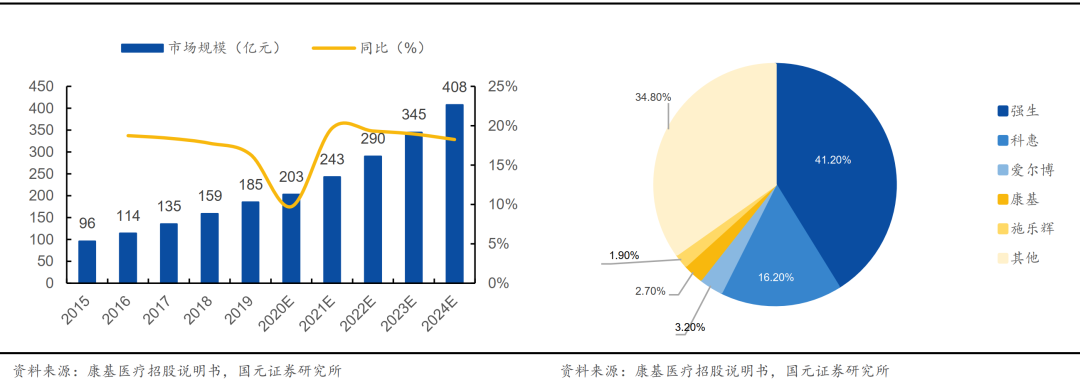 ▲中国MISIA市场规模情况(单位:亿元)&2019年中国MISIA市场竞争格局(销售收入计)(图源:国元证券)
▲中国MISIA市场规模情况(单位:亿元)&2019年中国MISIA市场竞争格局(销售收入计)(图源:国元证券)
中国MISIA市场黄金细分赛道
微创外科手术术式差异较小,与内镜诊疗器械相比,MISIA细分品类较少。从具体产品上看,MISIA主要包括穿刺器、结扎夹、电凝钳、超声止血刀、腹腔镜吻合器与常规配件及耗材等产品,其中腹腔镜吻合器的市场规模最大,根据康基医疗招股说明书,2019年腹腔镜吻合器的市场规模达46亿元。一次性套管穿刺器、超声止血刀刀头市场规模分别为 18亿元和16亿元。
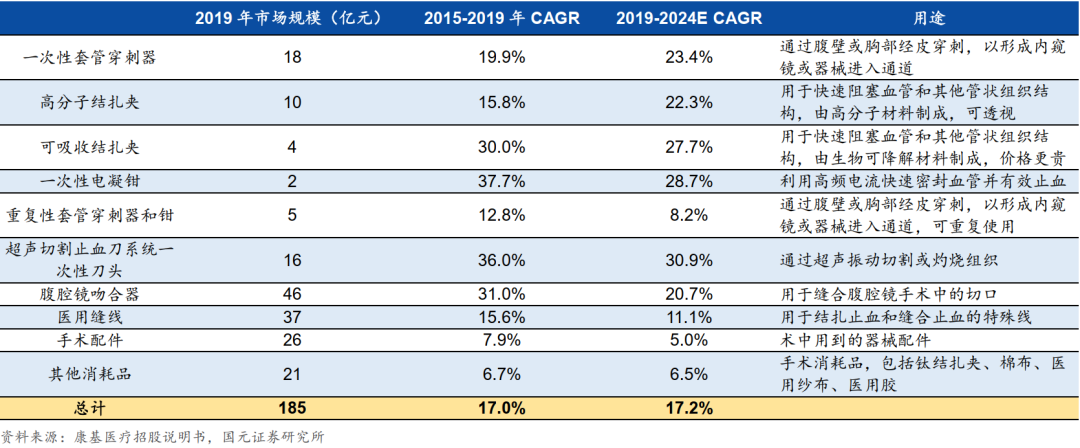 ▲微创外科手术器械及配件(MISIA)细分产品情况(图源:国元证券)
▲微创外科手术器械及配件(MISIA)细分产品情况(图源:国元证券)
高端产品市场仍由进口主导,国产品牌蓄势待发。从国产化率情况看,腹腔镜吻合器、超声止血刀刀头等高端产品市场仍由进口主导。国内厂商从价格低、临床使用量大的细分品类切入,与进口差距逐步缩小甚至完成反超,如一次性套管穿刺器、一次性电凝钳等。
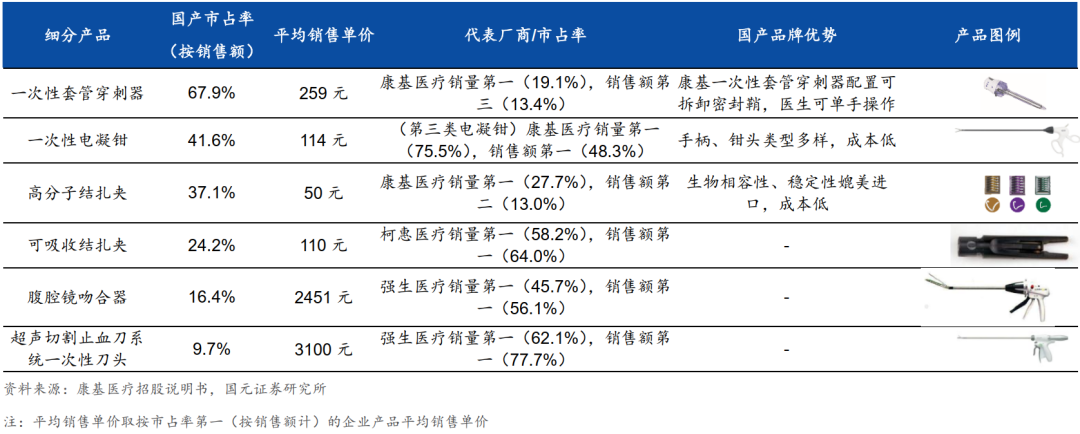 ▲2019年国内MISIA细分产品国产市占率(图源:国元证券)
▲2019年国内MISIA细分产品国产市占率(图源:国元证券)
1、高分子结扎夹&可吸收结扎夹
以销售额计,高分子结扎夹&可吸收结扎夹国产市占率分别为37.1%和 24.2%。结扎夹主要用于微创外科手术中阻塞血管和其它管状组织结构,根据所用材料不同可分为钛结扎夹(钛金属)、高分子结扎夹和可吸收结扎夹(可生物降解材料)三种。从价位看,可吸收结扎夹>高分子结扎夹>钛金属结扎夹。
结扎夹属于第三类医疗器械,对于产品的生物相容性与稳定性有较高要求,目前仅有十家企业获批,包括强生、美国泰利福与国产品牌康基、浙江微度等;从产品价格看,国产品牌出厂价为15-20元/只,是进口产品价格的1/3左右;从渗透率看,2019年高分子结扎夹与可吸收结扎夹在国内医院的渗透率分别为62.1%和 7.7%,预计到2024年渗透率有望提升至97.3%和14.4%。随着微创外科渗透率快速提升,国内企业有望迎来高速发展。
2019年中国结扎夹市场规模为14.05亿元,预测2024年将增长至40.86亿元,年复合增长率为23.8%。其中,高分子结扎夹2019年市场规模为10.33亿元,预测2024年将增长至28.33亿元,年复合增长率为15.8%。
2、一次性套管穿刺器
以销售额计,一次性套管穿刺器国产市占率为67.9%。穿刺器在微创外科手术中用于穿透腹部等组织的外壁,提供手术器械通道。国内企业康基医疗针对密封鞘单手拆卸困难等临床痛点进行改良,产品更新速度快且性价比高。从产品价格看,国产品牌出厂价为60-70元/只,是进口产品的1/4左右。从渗透率看,2019年一次性套管穿刺器国内医院渗透率为44.8%,预计到2024年渗透率提升至63.2%,国内企业仍有较大的提升空间。
据悉,2019年中国一次性套管穿刺器市场规模为17.77亿元,预测2024年将增长至50.91亿元,年复合增长率为 23.4%。
3、一次性电凝钳
以销售额计,一次性电凝钳国产市占率为41.6%。一次性电凝钳在微创外科手术中利用高频电流快速密封血管并有效止血。从产品价格看,国产品牌出厂价为110-120元/只,是进口产品的1/3左右。从渗透率看,2019年一次性电凝钳国内医院渗透率为2.0%,预计到2024年渗透率提升至3.8%。一次性电凝钳市场小而美,国内龙头企业机会较大。
目前,一次性电凝钳分为第二类和第三类产品。2019年中国一次性电凝钳市场规模为2.16亿元,预测2024年将增长至7.62亿元,年复合增长率为28.7%。
4、腹腔镜吻合器
以销售额计,腹腔镜吻合器国产市占率为16.4%。腹腔镜吻合器在微创外科手术中可替代传统的手工缝合,利用钛钉对组织进行离断或快速吻合,操作简便、迅速,大大缩短了手术时间。
现阶段,强生医疗占据56.1%的市场份额,国内厂商包括乐普医疗、天津瑞奇和上海逸思。从产品价格看,国产品牌出厂价为1100元/只,是进口产品的1/2左右。从渗透率看,2019年腹腔镜吻合器国内医院渗透率为15.1%,预计到2024年渗透率提升至21.4%。在美国,腹腔镜吻合器已成为微创外科手术中主要的缝合器械,国内渗透率仍有较大上行空间,布局腹腔镜吻合器的国内企业逐渐增多,与进口差距有望逐渐缩小。据悉,2019年腹腔镜吻合器市场规模为45.56亿元,预计2024年将增长至116.60 亿元,年复合增长率为20.7%。
5、超声切割止血刀系统一次性刀头
以销售额计,超声切割止血刀系统一次性刀头国产市占率为9.7%。超声切割止血刀系统一次性刀头在微创外科手术中通过超声振动切割或灼烧组织。市场参与者通常以低价出售超声切割止血刀系统,将配套的一次性刀头作为高值耗材进行销售。进口品牌先发优势明显,占据约90%的市场份额。从产品价格看,国产品牌出厂价为1000元左右,是进口产品的1/3。从渗透率看,2019年超声切割止血刀系统一次性刀头国内医院渗透率为3.1%,预计到2024年渗透率提升至9.0%。一次性刀头一般需与超声切割系统配套,产品粘性强,国产品牌突破仍需较长时间。
据悉,2019年超声切割止血刀系统一次性刀头市场规模为15.53亿元,预计2024年将增长至59.73亿元,年复合增长率为30.9%。
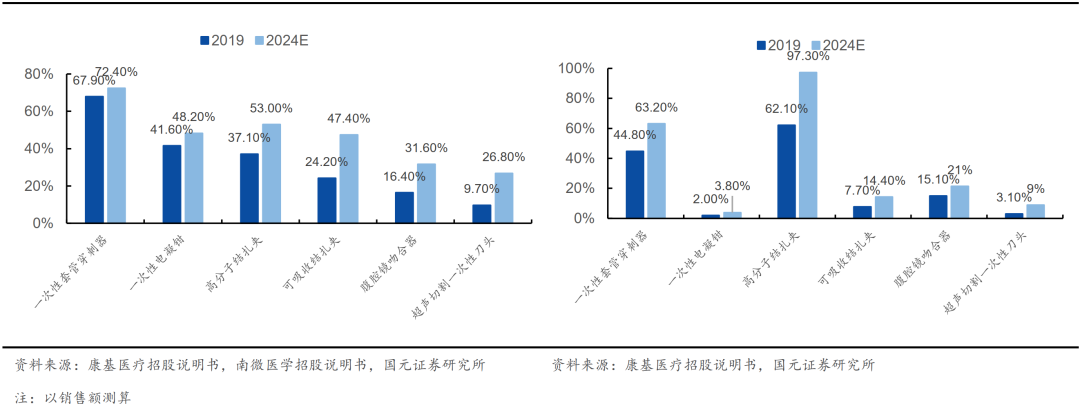 ▲MISIA国产市占率变化情况&MISIA中国医院渗透率变化情况(图源:国元证券)
▲MISIA国产市占率变化情况&MISIA中国医院渗透率变化情况(图源:国元证券)
综上,不考虑医用缝线、手术配件及其他消耗品,2019年国产品牌市场规模约为26.8亿元,国产市占率为27.9%,根据康基医疗招股说明书预测,预计2024 年国产品牌市场规模将增长至114.8亿元,国产市占率上升至41.5%。
文章来源:智能诊疗设备制造业创新中心


