






医疗设备展Medtec中国生物材料行研 | 用于药物递送的5种人造膜
2022-05-27
药物递送策略极大促进了药物的治疗和应用。药物治疗领域的迅速发展离不开不断追求进步的递送技术和策略。随着时间的推移,一些挑战也会出现,比如蛋白质和多肽稳定性问题,核酸往细胞内递送效率问题以及活细胞的活力和扩增问题等等。为应对这些挑战,药物递送策略必须不断创新。在过去的几十年里,合成生物学在软材料领域出现了新兴的增长。近日,医疗设备展Medtec中国了解到来自芝加哥大学的田博之教授、爱荷华州立大学的 Katie Bratlie 教授、哈尔滨医科大学的彭海生教授以及爱荷华州立大学的王群教授团队联合在 Chemical Society Reviews 上发表综述,介绍了合成生物学的软材料领域的生物膜和人造膜。文章题目是 “Soft materials as biological and artificial membranes”。
生物膜是一种镶嵌有离子通道、受体、脂筏、酶和其他功能单元的层状结构,将细胞和细胞器与环境分开,例如细胞膜和细胞器膜,细胞器膜包括溶酶体膜、线粒体膜、高尔基体以及核膜等。
了解生物膜的结构和功能能帮助更好地设计人造膜,人造膜的一大应用是作为一种药物递送方法,例如脂质体、Niosomes 、DQAsomes、高分子膜和胶束
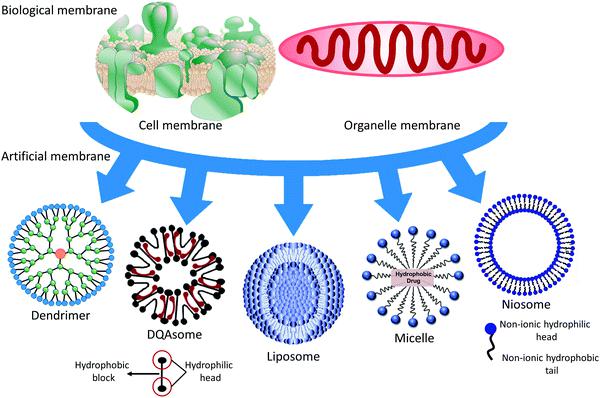
图丨几种人造膜(来源:研究论文)
脂质体(Liposomes)
脂质体是纳米级或微米级的细胞样囊泡,双层膜的大小约为 25-1000 nm,由天然或人工磷脂组成。脂质体可以将亲水性药物包裹在其内部隔室中,并将疏水性分子包裹在其膜层中。在过去的几十年里,脂质体被认为是一种有前途的药物载体。
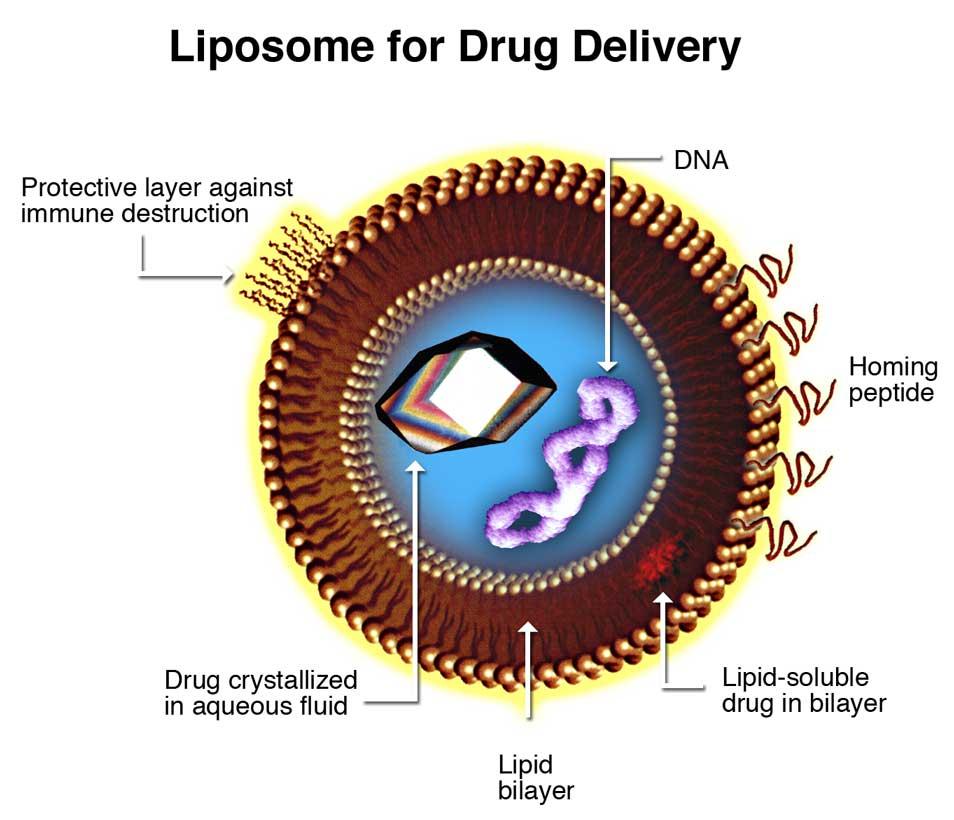
图丨脂质体(来源:Kosigrim)
它们具有生物相容性,几乎没有毒性或抗原反应,并且封装在脂质体中的药物不会被降解。脂质体具有明显的药代动力学优势,如延迟药物吸收,限制药物在体内的分布,减少药物清除,维持药物代谢等。但脂质体在血液中可通过肝脏和肾脏被清除,大多数脂质体被吞噬细胞吞噬,并最终在溶酶体中降解。许多方法通过将相应的靶向部分添加到脂质体上进行修饰,修饰后的脂质体可以选择性地积聚在特定的组织或器官中,增强递送药物的疗效。脂质体在血液中的寿命延长,靶点的药物浓度就越高,与靶抗原相互作用的机会就越多。过去十几年,科学家一直在研究如何让脂质体更具靶向性和持续性,例如利用聚乙二醇 (PEG) 连接特异性分子,形成蛋白冠,帮助脂质体更好地靶向目标和均匀分布。
Niosomes
基因工程和生物技术正在开发模拟细胞膜的特定药物输送系统,其中囊泡被广泛用于模拟细胞膜并将药物输送到受影响的病灶和病毒。囊泡可以提高药物稳定性,增强治疗效果,延长循环时间,促进靶点吸收,降低药物毒性。
含有非离子表面活性剂的囊泡称为 niosomes,niosomes 的特点是可生物降解、稳定和相对无毒。用于制备 niosomes 的材料相对便宜,所以 niosomes 在制药和化妆品应用中比脂质体更具吸引力。
DQAsomes
Weissig 等人在 1998 年制备了 DQAsomes,由阳离子囊泡与氯化去喹铵 (DQA) 组成。DQAsomes 可以吸引 DNA,避免其被降解。由于线粒体膜和其他细胞器膜之间的电化学梯度不同,DQA 会优先在线粒体中积累。因此,DQAsomes 可用作载体,将 DNA 片段传递到活细胞中的线粒体。
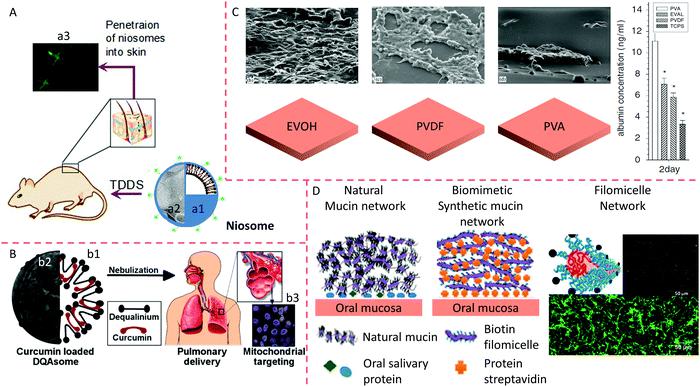
图丨 Niosomes(A)、DQAsomes(B)、高分子膜(C)和胶束(D)作用机制(来源:研究论文)
高分子膜
高分子膜是一种多层分子膜组成的高分子材料,随着组织工程的发展,将生物细胞融合到生物材料中已成为生物材料的重要组成部分。医疗设备展Medtec中国观察到许多研究将生物材料和细胞在培养基中共培养,细胞产生的蛋白质会吸附到生物材料中,调节生物材料与细胞的相互作用。
生物材料表面的物理化学特性受吸附蛋白的类型、构象和数量的影响,这些被吸收的蛋白质包括细胞外基质 (ECM) 蛋白,如纤维连接蛋白和维连蛋白。这些蛋白通过细胞表面的整合素受体识别细胞结合域,进而调节信号转导途径和一些重要生物过程,阐明这些机制将使生物材料增强其细胞功能和相容性。
医用材料作为医疗设备展Medtec中国的强势品类之一,医用金属以及医用橡塑材料的头部企业们悉数参展:韦恩堡、庄信万丰贵金属、田中贵金属(上海)、ELGILOY特种金属、三铃制线、江阴佩尔、麦迪斯、美国奥博锐、古河科技、沈阳中核舰航、路博润、NuSil、迈图、科思创、艾曼斯、塞拉尼斯、索尔维、龙海化工、江苏君华等。点击快速预登记。
胶束
胶束是表面活性剂在水中自组装而成的分子聚集体,其亲水部分向外,疏水部分在内,这种两亲分子可以延长载体的半衰期,还可以通过增加难溶分子的溶解度来提高疏水药物的生物利用度,是一种很有前途的药物递送纳米颗粒。胶束的粒径一般不大于 100 nm,可自发渗透进肿瘤或梗死区域,这种选择性的药物传递称为被动靶向,常被用于抗癌药物的包埋。
胶束的稳定结构由亲水片段和疏水对应物的比例决定,一些较大的配体,如蛋白质和抗体,可能会过多地增强亲水片段的部分,破坏结构的系统平衡,破坏稳定的胶束。
上述纳米载体都可以通过人工修饰的方法实现功能性增强,比如增加被递送物质的传递效率、细胞内吞的速度以及药物从粒子中释放的机制。包括人造膜的物理特性以及改造方法。
来源:DeepTech深科技


