






2022年苏州医疗器械展会IVD技术贴:如何进行NC膜的评价和质控?
2022-09-29
2022年苏州医疗器械展会Medtec China技术论坛A中埃万特讲解医疗级聚合物解决方案如何为体外诊断(IVD)应用增加价值,不断让我们意识到材料在IVD行业的重要性,其中NC膜作为主要材料,本文将讲解NC膜的评价和质控。
侧向层析膜,到底是个啥?
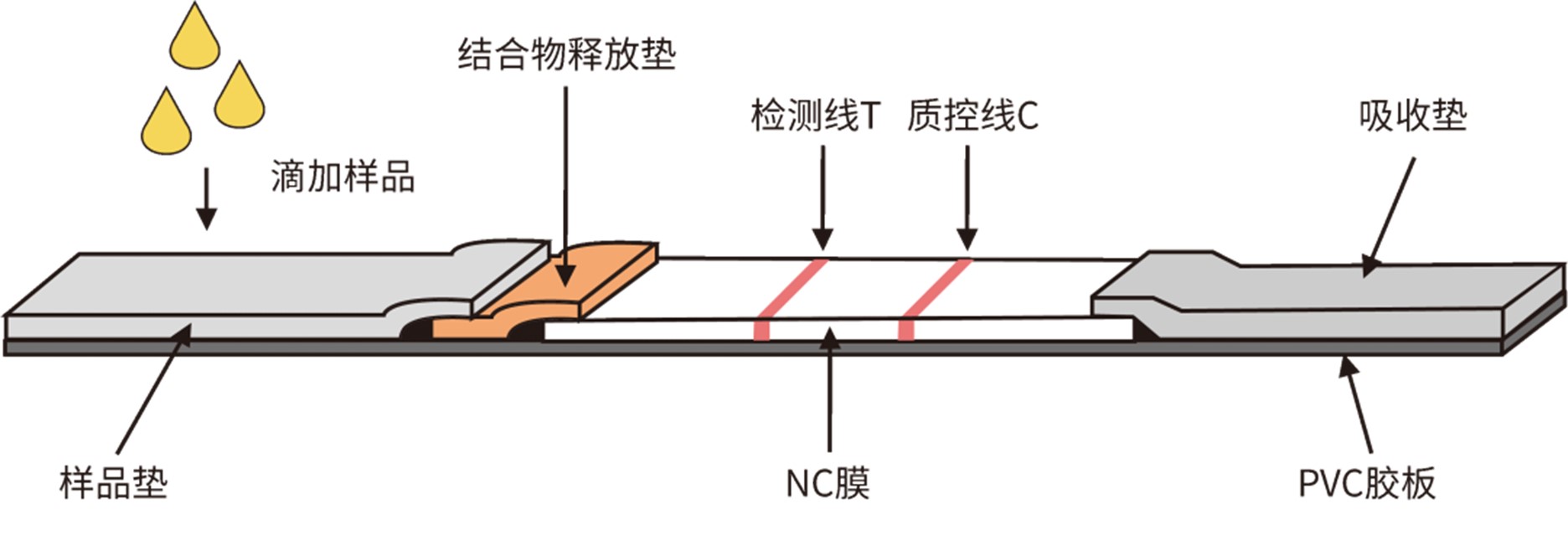
NC(Nitrocellulose,硝酸纤维素)膜在免疫层析检测技术起着至关重要的作用。因其具有高蛋白结合能力和优秀的层析性能,可用作免疫层析检测试剂中检测线T和质控线C的固相支撑介质。通过免疫反应显色,用户可以直接在膜上判读结果。
NC膜原材料来自棉花

图片来自 Sartorius
放大500倍 和 2000倍的膜的照片
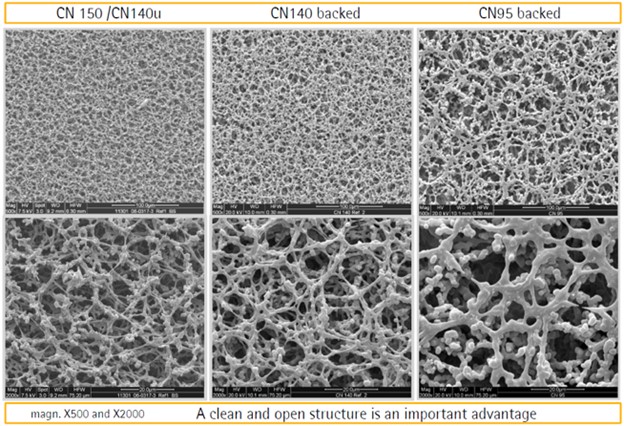
图片来自 Sartorius
早孕棒约判读窗口宽度的1/50放大
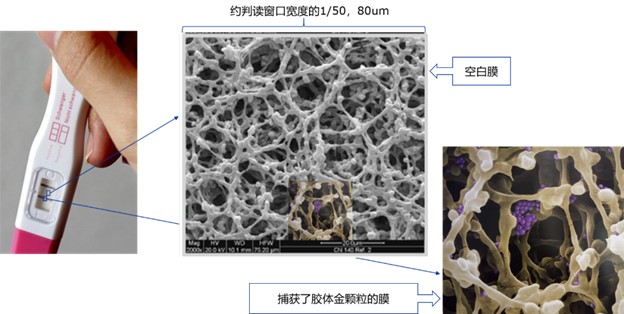
除了核酸,你有听到过检测新冠的抗原检测试剂吗?虽病毒比胶体金微球还大,不管是整颗的病毒,还是分散的零件,统统拿下。除了胶体金微球上要裹上抗体,膜上也要按个算,1平方cm要包裹1.2亿个抗体!只要抗体没有过量,那么喷洒抗体的管线与膜接触的越少就越细。
2022年苏州医疗器械展会Medtec China中亮相的IVD研发与生产服务企业,包括自动注射笔装配和测试解决方案、生物试剂全自动灌装生产系统、微流控芯片生产工作站、1ML疫苗注射器针筒48腔、推杆96腔、医疗耗材OEM/ODM等。点击快速预登记。
NC膜如何评估
通常通过以下几个方面
• 外观
外观可在光源下进行目视检查。膜表面如果不平整、光滑,有异物、粉尘、针眼、划痕或压痕等缺陷,一方面会影响C/T线质量,造成断线、粗细不均等缺陷;另一方面,则会影响液体在膜内的流动,导致液流不规则。
质量合格的膜
有缺陷的膜

划膜缺陷示意
• 厚度
厚度可采用测厚仪进行测量,在NC膜上选择几个点进行测量以考察其均匀性。厚度若不均匀,会导致划出来的C/T线宽窄不一。在捕获试剂用量不变的情况下,膜越厚C/T线越窄,反之亦然。
• 幅宽
幅宽可采用普通直尺或游标卡尺测量。常用的幅宽有20mm和25mm两种规格,厂家可根据实际生产工艺的需求进行选择,特殊的规格也可与供方协商定制。
• 背衬
NC膜有无背衬和带背衬两种类型。由于材质本身特性,无背衬NC膜很脆,容易破裂,加工过程存在一定的难度。带背衬NC膜是直接将硝酸纤维素聚合物浇筑在透明的基带上成型后得到。
得益于背衬的存在,一方面使得NC膜强度得到提高,易于生产、加工操作;另一方面,在粘贴到PVC胶板后,背衬可以有效地阻隔胶内物质迁移进入NC膜,避免对性能造成影响。
• 爬速
起泡点测试是表征滤膜孔径最常用的方法,但是它只适用于测定垂直流动方向的膜孔径,对测定侧向流动方向的膜孔径并不适用。
目前,行业内统一采用爬速测试的方法来表征侧向流动方向的膜孔径。爬速可以用秒表测定纯化水从膜的底部通过毛细作用“爬”到4cm顶端所用的时间(s)得到。根据爬速的不同,NC膜一般可分为快流速、中流速和慢流速三类。流速越快,意味着孔径越大。
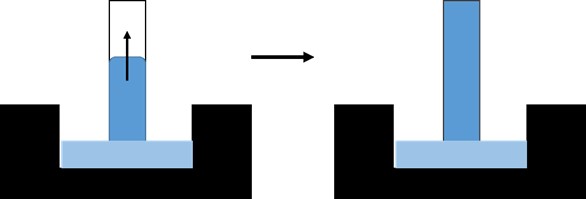
• 爬速测试示意
爬速是非常重要的指标,其影响主要包括:
1)一定范围内,流速越快,检测时间越短;
2)流速加快,反应时间缩短,分析物表观浓度降低,导致灵敏度降低;
3)流速越慢,发生非特异性结合的可能性就越大。
所以,实际在开发免疫层析检测试剂时需要综合考虑上述影响以达到性能的最佳平衡。
如何将捕获分子持续、牢固的结合在检测线T和质控线C,是生产一个灵敏、可靠的免疫层析检测试剂的关键。虽然NC膜自第一次制备以来至今已有一百余年,但是其与蛋白结合的真实机理科学家们仍未达成共识。目前普遍认同的是,NC膜与蛋白的结合是彼此之间疏水作用力、氢键以及静电吸力三者共同作用的结果。蛋白与膜结合能力的强弱将直接影响检测灵敏度和C/T线的宽度。
一般来说,影响NC膜和蛋白结合的因素包括:
1)制膜材料本身的性质;
2)比表面积;
3) 表面活性剂的含量。
制膜材料的影响;不同厂家生产的NC膜虽然都是由硝酸纤维素制成,但是不同原材料在性能上存在一定差异,会导致与蛋白的结合能力有不所同。
比表面积;比表面积越大,意味着膜内聚合物表面积越大,可与蛋白进行结合位点越多,蛋白结合能力越强。
表面活性剂含量;表面活性剂对NC膜起到润湿的作用,但是浓度过高则可能会影响NC膜与蛋白的结合。
NC膜,如何选用和质检
1,膜的规格
如何选择膜?经常会遇到的问题是,我是做什么项目的,我该选择那类膜?这里涉及到一个膜的分类标准问题,一个供应商可能提供这个膜是8um,但另一个供应商告诉你膜是135s的。这之间的区别与联系是什么?
um指的是膜孔径,而膜的孔径实际上是没有办法界定的。由于干燥成型等过程的非绝对均一,膜的孔径也是非均一的。膜孔径的说法实际上是沿用了一直以来的一个形象称呼。
而以秒为单位的定义为,纯水层析4cm膜的时间。该单位已经被各大厂商所接受,成为了一个通用的比较标准。以下我们将采用s单位来进行交流。
换算情况大致为:8um=135s;6um=180s
2022年医疗器械注册和监管会明确了重点的工作方向,法规建设、医疗器械创新审批、上市前和上市后监管依旧是国内法规的重点。 在明确法规工作重点的前提下,Medtec China围绕重点方向特别策划了“法规峰会:中国医疗器械法规更新与应对”,从行业、监管和企业角度解读中国医疗器械法规及企业的应对。
更多医疗器械法规以及监管条例解读,请关注2022年苏州医疗器械展会Medtec China同期法规峰会:中国医疗器械法规更新与应对,议题覆盖新修订的《医疗器械监督管理条例》及相关配套新政览读、医疗器械质量管理信息化、有源医疗器械临床评价常见问题、医疗器械突发事件应急处置与媒体沟通演练。
2,不同秒数的膜对反应有什么影响
首先,我们分析一下液体在膜上的运动过程。一张长度为4cm的膜, 每隔1cm做一个标记, 当液体运动过标记处时记录时间点. 那么你将会发现液体在膜上的运动是呈减速前行的。
而两张不同秒数的膜(例如135s, 180s)在同一时间标记点处的运动速度不同.这个试验用清水做不好观察,可以考虑用色素水溶液,非常明显。
那么从这个试验可以看出,在通过同一T线喷点位置时,金溶液通过的速度是快速膜大于慢速膜。
那么通过速度越快和包被在T线的物质反应时间也就越短,读数快,那么灵敏度也就越低。反之,反应时间长,读数慢,也就灵敏度高。
同时还有一个问题是,反应时间越长,发生非特异性结合的可能性就越大,所以过长时间的反应不一定就能够真正的提升灵敏度。所以这里就有一个读数时间/反应灵敏度/非特异性结合的均衡。
其实我们并没有那么多选择。经过使用实践,各供应商一般都只提供两个型号,就是135s和180s。虽然看到有些厂家的产品目录上型号种类繁多,但这两个型号的定货量就占了95%以上,其他型号供货上也就远不如这两个型号来得顺利。
你所要做的是,先选择其中的一个型号, 然后比较不同供应商同一个型号的差异,由于前面说的添加配方与你的试验条件配合的不同,这个差异可能大也可能小。具体要根据试验结果来确定最后的选择。
3,质控
对于一卷膜可以用上几个月的用户来说,厂家的质控标准已经完全能满足你的要求,而不需要自己再做相关的质控。
膜的质控虽属于原辅料QC职能,但由于其专业性强,一般都由小样调试人员来执行。膜入原料库后需要进行如下检验工作:
3.1 查收COA
在购买时, 供应商会随产品为每个lot的膜提供一张纸质的出厂质量证书, 该证书被称为COA。
如果你已经购买某一批次的膜, 而没有索取相应的证书, 如果有需要可提供批号向厂家要求补发。其实在很多行业都有厂商为自己的产品附上COA的习惯。
3.2 检查物理性能
膜的物理性能主要是2个参数, 膜厚度和宽度。
长度不需要检测。使用中可以关注长度上是否有断面重接现象, 断面多费料则多, 少数发生。
厚度,由螺旋测微尺,选择几个测量点检测后算平均。膜生产的必测参数。主要表现为厚度不均匀影响生物原料在膜上的扩散性能,点出来的C/T线宽窄不一,另外也影响爬速。宽度,普通直尺测量。物理性能一般都不会有什么大问题。毕竟检测标准客观,易把握。没有条件执行的厂家可省略。
3.3 跑水性能
样本采用含有有色食用色素的水溶液,目的是容易观测,需制作一个简易支架。
操作:注入足够溶液到下部槽内,将不同批次膜每隔1cm做一次标记(总长大于4cm)并放到倾斜支架,整个支架下端放入溶液槽,膜开始吸液,计时。
记录每个标记处的通过时刻,并与对照组比较。跑板时,理论上溶液呈水平线形式上吸,观测是否有波浪倾斜或包围润湿等反常现象。
3.4 点样测试
C/T线出线时间,其他试验条件相同情况下,记录和比较C/T线出现时间是否与对照有差异。灵敏度,比较不同样本浓度情况下,T线的变化是否和对照组同。一般每批次膜取前端一段用来测试即可。
由于制造过程的不均一性, 不同批号的灵敏度会有一定差异,当大批量使用时,这种差异影响是非常大的,那么就要按照灵敏度表现将不同批号的膜进行分类。
当进入后期生产调用时,就能根据这些分类,按照订单要求取用不同批号的膜,或者用强灵敏度的原料和差灵敏度的膜来搭配。
关于膜的批内差。批内差是肯定存在的,只是差距大小的问题,依据一般的测试条件是很困难获得详细的数值,因为你不可能对每一卷膜的每一段都做详细的测试。
减小膜批内差的最有效方法是不购入边缘膜带。膜生产出的半成品是宽幅很大的一个膜面,要通过截面裁切才能获得25mm或者20mm的宽度。
那么就有中间部分,和边缘部分之分.越靠近中间部分,膜的均匀性越好,边缘部分则相对要差,就造成了批内差。一般可以通过COA获得具体位置信息,例如MILLIPORE就在切割后用字母A,B,C……来表示切出的窄膜在宽幅膜中的位置。
如果是试用某个型号的膜小样,还需要在以上检测后加入膜加速老化试验,包括膜单独的老化试验和点好膜后产品的老化试验。
来源:IVD学习笔记


